1.創造技法の活用に結び付く意識とは
ものづくりの重点が製品設計から技術開発や企画などの上流にシフトしています.この状況を受けて,前回“その5”では,様々な手法と技法をものづくりプロセスの中で俯瞰し,海外の状況を共有しながら今後の日本製造業が再び国際競争力を取り戻すには,手法の深掘りや進化ではなく,技術者の創造性を効果的に引き出す技法と仕組みの活用が重要であることを説明しました.
一方で,ロバストパラメータ設計やCS-T法などの創造技法や仕組みを理解するためには,その前提として,SQCなどの統計的実験手法や品質工学の代表手法であるパラメータ設計について理解する必要があります. SQCやパラメータ設計ではシステムや制御因子を創造することはできませんが,日々の業務の効率化などの改善は可能です.今回は,日々の業務の改善を,より高い意識で実施することが創造技法の活用に結び付くことを述べたいと思います.
2.最適解の精度から役立つ技術情報の獲得へ
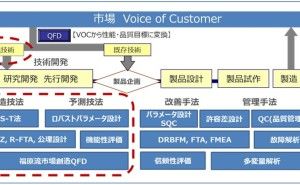
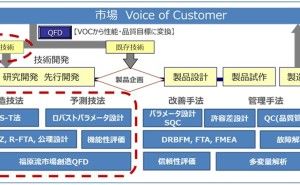
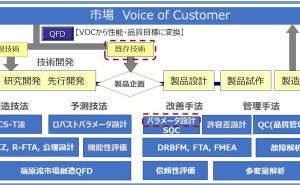
ものづくりプロセスで活用される様々な手法と技法を,ものづくりの流れに対応させた俯瞰図を図1に再度示します.図1で,製品設計段階以降で活用される手法はすでに存在する評価特性や制御因子を取り上げて,現状の見える化や改善をすることを目的としており,新たな評価特性や制御因子を発想するアプローチではありません.また,これらの手法はすでに存在するデータや制御因子を取り上げたアプローチなので,実施者による結果の差が生じにくく,正しい手順で実施して正しい結果を得ることに重点が置かれることも説明しました.(手法と技法の違いは“その1”参照)
製品設計から技術開発にステップアップするためには,図1のロバストパラメータ設計,機能性評価,CS-T法などの各技法の活用を意識しながら,図1の製品設計以降で活用される各手法を実践することが大切になってきます[1][2][3].そのためのキーワードが,先行性,汎用性,再現性です[4].例えば,目的とする計測特性を収率として,処理温度,処理時間,材料添加量などの制御因子を取り上げて,応答曲面法を活用する事例が度々紹介されます.
応答曲面法では,一次効果だけではなく,2乗項や交互作用まで取り上げて最適化を実施するので,高精度に最適条件を決定することが可能になります.しかしながら,ここで意識しなければいけないのは,この結果から新たな制御因子やシステムを発想することが可能になるかどうかを考えることです.また同時に,先行性・汎用性・再現性を確保することを意識することも製品設計から技術開発へのステップアップのために重要なポイントとなります.
まず先行性について考えてみます.収率が目的とする特性値ですから,一般的には量産立ち上げ段階に入らないと取得できないデータです.よって,収率では先行性は確保できません.次に,汎用性について考えてみます.特定の製造ラインで得られた収率を最大にする製造条件という技術情報をどこまで幅広く役立たせることができるかです.おそらく,同じ仕様の製造工程であっても,装置間差があるので,最大収率の条件は異なるでしょう.よって,汎用性も期待できません.
最後に,再現性ですが,収率という特性値は各制御因子の水準の組み合わせのバランス点でピークを持つ性質があるので,交互作用の影響は避けられません.よって,さらに温度や材料組成などの制御因子の水準が変化した場合には収率が悪化してしまうリスクがあります.よって,効果の期間も限定的になってしまうリスクがあります.また,収率に関する交互作用を読み取っても,そこから意味のある技術情報を獲得することは困難です.
このように,活用対象が限定されてしまうような実験は往々にして,技術の創造には役立たない結果となってしまう傾向があります.製品設計段階でのSQCやパラメータ設計の活用においても,できるだけ先行性・汎用性・再現性を意識することが大切です.例えば,収率ではなく,技術的な意味のある特性を計測特性にするなどの工夫です.評価する特性を変えることによって,得られる技術情報の質が変わり,同時に先行性・汎用性・再現性も変わるのです.製品設計段階でもこれらのことを意識することが大切です.
図1 ものづくりプロセスと有効な手法・技法(再掲)
出典:タグチメソッドによる技術開発 ~基本機能を探索できるCS-T法~ 日科技連
3.市場・検査の品質から上流・源流の品質へ
技術的な意味のある特性を評価することによって,先行性・汎用性・再現性の確保が可能となり,それは同時に新たな制御因子やシステムの発想にも役立つことを説明しました.このことは品質の見える化のレベルにも関係してくるのです.ここでは4つの品質の見える化レベルについて説明します.
・市場での品質
お客様が感じる事象,異常画像,騒音,振動などのお客様がほしくないものが中心.コピーマシンの場合の代表例が紙詰まり.
・検査での品質
カタログスペックなど検査で使われる計測特性.個体差ばらつきを見える化し,規格内のものだけを出荷する.
・上流での品質
目的機能と呼ばれる.お客様がほしいものの代用特性を計測特性とする.市場での品質(ロバスト性)を評価することを目的とする.コピーマシンであれば紙詰まりに対応するほしいものは,用紙の移動である.それを計測する特性の例としては,ある区間での用紙搬送時間などがあげられる.
・源流の品質
基本機能と呼ばれる.目的機能を実現するメカニズムに関連する特性を計測特...



























-その原点を考える")








