前回のその1に続いて解説します。
1. 3D 加工の等高線と走査線加工で、加工条件を変えているか
ここでいう3D加工とは、CAMで点群データを計算しなければならない自由曲面を指しており、ボールエンドミルによる仕上げ加工を対象としています。
具体的には、3次元CAMで計算したNCデータで使われる等高線加工と走査線加工について、同じ工具であってもそれぞれの主軸回転速度(S値)と、送り速度(F値)を別々に使い分けているかという確認です。
そもそも等高線加工と走査線加工は、加工する形状の傾斜部において、それぞれ得意とする角度エリアを加工するよう使い分けするべきで、一般的には30~40度あたりで分割されています。
最近のCAMは、等高線加工と走査線加工を一緒にした加工パターンも用意されており、そういった機能を使うと上記の使い分けは気にしなくてもよくなりますが、原則は形状に応じてそれぞれを使い分けします。
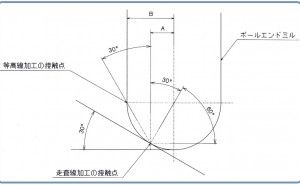
加工するエリアを角度で分割した場合、下図のようにそれぞれの加工でワークに接触するボールエンドミルの箇所が異なってきます。
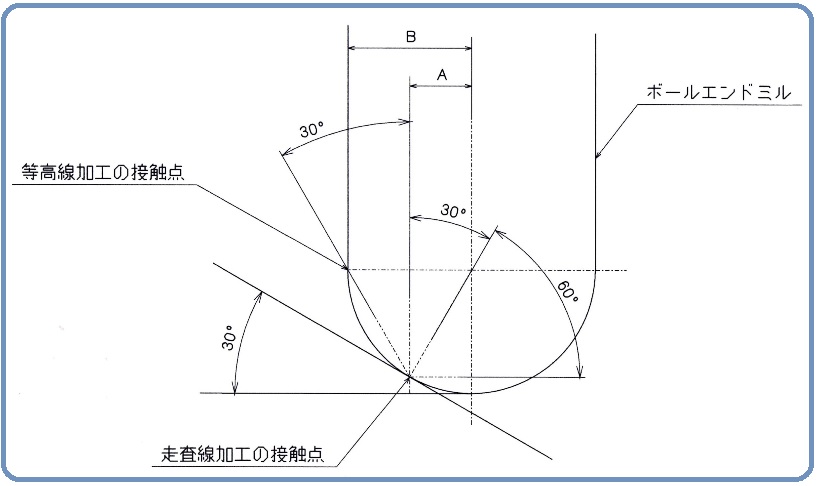
図中におけるそれぞれの接触点は等高線加工と走査線加工、それぞれの加工においてボールエンドミルの最外周が接触する点を表しており、等高線加工であれば90度の立ち壁が接触する点、走査線加工であれば本例で最も角度が立っている30度の部位が接触する点になります。
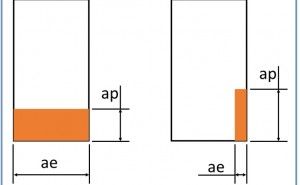
主軸回転速さのS値の計算式「S値=周速×1,000÷工具直径×π」によりますと、工具直径が小さいほどS値が大きくなり、図の工具接触点を見ると、等高線加工よりも走査線加工の方が小さい直径で接触するため、等高線加工よりも走査線加工の方が速いS値で加工できるということになります。
次に送り速度であるF値の計算式「F値=S値×1刃あたりの送り量×刃数」によりますと、S値が大きくなれば比例してF値が上がり加工が早くなるため、緩い角度しか加工しない走査線加工については接触する最外周の工具径でS値を計算し、速い送り速度で加工した方が効率が上がります。
そういった意味で最近のCAMを使い等高線加工と走査線加工が一緒になった加工設定ができる機能があったとしても、あえて別々に分け、...