今回は、次のような自動車部品の量産工場を想定して、全数検査の解除の要求をするのにどういった内容の報告をすれば客先は納得するのかを考えます。
【目次】
1. 自動車部品の量産工場(想定)
月産、約200,000本のステアリング部品の生産をして、メーカーに出荷しています。半年ほど前に、客先のメーカーの方から生産した製品のネジがきつくて相手部品が組み付かないとクレームがありました。そして、流出を防ぐため客先から全数検査の指示がありました。対象製品を急いで隔離、選別をして対応しました。後日工程内での発生原因の追求をして発生原因の解決が出来ました。発生原因、流出原因、水平展開をして客先に報告したのですが客先からは全数検査の解除ができずに未だに完成した製品を全数検査しています。
2. 全数検査の解除とその条件
付加価値のない全数検査は製造業にとっては大変辛い状況です。
全検で不良発生なしであれば、対策が機能していると判断できます。従って、この品質を継続的に安定維持することが重要課題です。この課...
題について、加工工程の工程能力指数(Cp ; process capability)を考えてみましょう。
(1) 前提条件
統計的工程管理(SPC ; statistical process control)ライフサイクルの量産流動期において「統計的管理状態」あるいは「安定状態」にあることが前提条件になります。[1] 図1.に示す共通要因による工程変動が将来にわたって維持されることを「安定状態」と定義します。
図1.統計的管理状態
(2) 無検査による不良流出率の算定
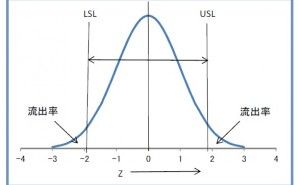
Cpは次式で定義されています。Cp=(USL-LSL)/6σ (USL,LSLは規格の上限・下限値)従って、規格幅USL-LSL=6Cp・σで算出できます。規格幅を超える流出率を横軸Cpにとり、グラフ化したものが図2です。[2] 例えばCp=1.67の場合、加工バラツキの特別要因が無ければ、無検査での不良流出率は0.57ppm(200万個で約1個)となります。
図2.不良流出率
限りなく工程能力指数を大きくしても無検査あるいは抜き取り検査では不良流出ゼロは達成できません。つまり、顧客が絶対的に不良ゼロを要求する限りは、解としては全数検査しかないのです。ではどうするか。
3. 抜き取り検査への移行
前提条件は加工工程の工程能力指数をどこまで大きくできて、変動の特別要因を取り除くことに尽きます。その時の不良流出リスクを顧客とネゴすることができるかどうかです。すなわち、全数検査の実績ならびに工程能力指数の実績をもとに抜き取り検査への移行を提案することです。
しかし、不良流出は顧客にとって迷惑だけでメリットは何もありません。不良品が流出したときの顧客の機会損失を補償することを併せて提案する必要があります。つまり、顧客の機会損失の補償と全数検査によるコスト増のバランス分析が必要です。
それでも、抜き取り検査にメリットがあれば、バイアスのかかってない客観的な統計データをもって顧客を説得すべきでしょう。最終的に顧客を動かすのは理詰めの報告内容と誠実な情報開示と事故対応力と信頼関係が決め手になります。
【参考文献】
[1] 統計的工程管理 仁科 健 朝倉書店
[2] 図解 ISO/TS16949 コアツール 岩谷好夫 日科技連
[2] 図解 ISO/TS16949 コアツール 岩谷好夫 日科技連