1.はじめに
工場レイアウトを決定、見直す場合に直線的であることや、最短距離といった点に注目されがちです。これらは大事ですが、はじめに「何を」、「どのように」作るかを決定しなければなりません。これから数回に渡り、レイアウト設計についての解説を行います。
2.レイアウト設計の基本
レイアウト設計手法としては、Systematic Layout Planning(SLP)が代表的です。米国MIT教授のリチャード・ミューサーが開発し、体系化された手法で、今日でも多くの手法の基礎とされています。
3.改善のステップ
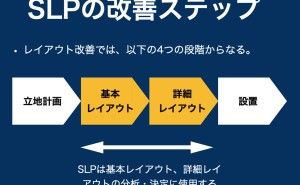
レイアウトの改善では、大きいものから順に検討・決定をしていきます。まず①工場立地計画を、それが決まれば、②基本レイアウト、③詳細レイアウト、そして実行段階の④設置という進め方です。SLPの手法は、②と③のレイアウト設計に活用することが出来ます。
4.立地計画
次のような項目で評価し、総合的に判断するとよいでしょう。
- 法規(日本の場合、建築基準法など)
- 政情が安定しているか、治安は良いか
- 労働者の質・量は十分か
- 消費地に近いか
- 物価、物価上昇率を考慮に入れること
- 天候(台風、積雪、水不足)の影響、リスクはないか
- 交通(道路、港、空港へのアクセスの良さ)
5.基本レイアウト
基本レイアウトの検討からいよいよSLPの手法を活用します。SLPでのおおまかな流れは次のとおりです。
- 1)まず作る製品品種と生産量の関係性を可視化します。これは生産量に応じた効率的な生産方法を決定するためです。
- 2)モノの流れ、加工・運搬・検査などの各アクティビティの相互関係を明確にします。
- 3)2)の結果をダイアグラムでまとめ、評価します。
- 4)面積についても調査し、まとめ評価します。
- 5)制限などを加味した上で、複数案検討し、最終決定を行います。
6.PQ分析
まず自らの製品ついて理解を深めよう。いきなり基本レイアウトを検討するのではなく、製品の量と種類について分析し、最適な生産システムを選択することから始めます。P(Products):製品 を横軸に、 Q(Quantity):生産量を縦軸に取り、グラフ化します。
- 横軸に製品グループ、縦軸に生産量を表すパレート図(棒グラフ)。
- 折れ線グラ...
フで累積構成比をプロットする(右側縦軸)。
構成比率でAランク、Bランク、Cランクに分類する。
- Aランク:少数大量生産タイプで、ライン生産方式が適している。
- Bランク:中量でセル生産方式が適している。
- Cランク:多品種タイプで機能別生産方式が適している。
次回はモノの流れ、アクティビティ分析以降を解説します。