前回のその1に続いて解説します。
4.発泡成形の1
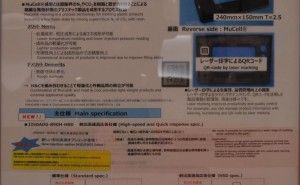
日本製鋼所は、MuCellとヒート&クールの併用の成形実演を行っていました。部品はPC/ABSのセンターパネルであり、パナソニックのヒート&クール(ヒーター加熱)を用いて80~160℃の昇温・降温を繰り返していました。160℃まで昇温しても軽量化率を5%程度まで下げないと表面が完全にきれいにならない点が課題として残されています。図4にパネル、図5に成形品の写真を示します。
図4. 日本製鋼所ブースのMuCel+ヒート&クールに関するパネル
図5. 日本製鋼所、MuCell+ヒート&クールのサンプル(下)と比較のMuCellのみのもの(上)
日本製鋼所はまた、マクセルが開発した物理発泡成形技術(RIC-Foam)のパネル展示も行っていました(図6)。
東芝機械は、マクセルが開発した技術(ボンベから窒素ガスをバレルに導入する方式)をプリプラ式成形機に適用して、コアバック発泡成形を行っていました(図7)。コアバックにおいては、イジェクタの機構を用いて部分的に発泡させないようにしていました(図8)。
における物理発泡成形の説明図
図8. 東芝機械ブースの部分コアバックに関する説明の図
次回は、発泡成形の2からはじめます。
【出典】
PLASTICS JAPAN.com 展示会レポート IPF JAPAN 2017より、筆者のご承諾により、連載。
PLASTICS JAPAN.com 展示会レポート IPF JAPAN 2017より、筆者のご承諾により、連載。