前回のその1に続いて解説します。
3. 各工程の具体的なポイント
(3) 中荒取り加工のCAM作業でのポイント
中荒取り加工では、これ以降の加工で工具に過度な負荷をかけないため、狙いの残り代以上に取れ残っている部位が無いか、しっかりと確認する必要があります。この手間をかけるかどうかが、加工後の食い込みキズや、ボッキリと工具が折れるといったトラブルを未然に防げるポイントになります。具体的には、切削シミュレーションを使った確認を必ず行い、カラーマッピングの機能を使って必要以上に取れ残っている箇所がないか目視確認をします。
荒取り系のパスの機能は、狭い凹部や溝部を、工具に負荷をかけないで削ることに優れているので、「後の仕上げで取れればいいや」と考えるのではなく、できるだけ中荒取り工程できちんと除去しておくことが大切です。
(4) No.3 中仕上げ加工
この工程の意義は、この後に来る最終仕上げの前に、全体の取れ残り代を均一にしておくことです。これにより、最終仕上げでの切削負荷を均一にすることができ、加工精度や仕上がり品質を狙い通りに近づけることができます。したがって、この中仕上げ加工で手を抜いてしまい、必要以上に多く取れ残っている部位があると、最終仕上げ加工の際、エンドミルがグビッと深く食い込むような場所が存在してしまい、そこで食い込みキズやビビリキズの発生確率が高くなります。
具体的なCAM作業としては、先に最終仕上げ加工のCLデータを作っておき、その設定を前工程にコピーして、残り代・工具条件・カスプハイトの設定を変更することが多いと思います。
(5) 中仕上げ加工のCAM作業でのポイント
この工程でのポイントは、中荒取り加工のときと同じく、切削シミュレーションを使って、最終仕上げの前に、しっかりと全体が狙いの残り代まで取れているかを確認をすることです。方法としては、やはり切削シミュレーションのカラーマッピング機能などを使います。
(6) No.4 全体仕上げ加工
この工程はまさに形状全体を、目的の寸法精度、表面粗さに仕上げる工程となります。使用する工具は、自由曲面に倣って加工できるボールエンドミルや、平面を仕上げるラジアスエンドミルが中心となります。ポイントは、どの径の工具を使うかになりますが、形状内にある最小凹Rの大きさに合わせて工具径を選定すれば、実質この工程で加工は完了することになります。
しかし例えば、形状にある最小凹Rが1ミリなど小さいRである場合、それに合わせたφ2のボールエンドミルで形状全体を仕上げるかというと、それは現実的ではありません(加工するワークのサイズによります)。
あまりに小さい径のエンドミルを使い、目的のカスプハイトで仕上がる送りピッチで加工した場合、工数が無駄に増加します。そのため、ワークのサイズにもよりますが、φ10~20のボールエンドミルが使われることが多いです。また、この工程で使われるCAMの機能は、基本的に「等高線加工」と「走査線加工」になります。最近のCAMは、この2つを組み合わせ、一つの機能で出力できるものもあります。
どちらを先に使ったらよいかという質問をよく受けますが、まずは「等高線加工」を使うべきです。その理由は、工作機械の加工精度の問題です。例えば、3軸マシニングであれば、XYZの3つの座標軸をもって可動しますが、同時に動かす軸の数が多ければ多いほど、その動作精度が落ちる要素が増えます。
3軸が同時に動く軌跡が多くなる「走査線加工」を行うとき、マシニングセンターは各軸の速さや加速度などを微小コントロールし、動作のタイミングを寸分たがわず一致させなければなりません。そのため、同時に動作するのは、XY軸だけの「等高線加工」と比べると、「走査線加工」は動作精度が落ちることへの影響因子は増えることになります。
したがって、山のような形状を加工する場合、登頂部やふもとなど平坦部や緩やかな傾斜部は「走査線加工」で行うとして、それ以外の傾斜部(角度90から30~40くらいまで)は「等高線加工」を使うことになりますが、加工精度を優先する場合は、できるだけ多く「等高線加工」を使うことが望ましいということになります。
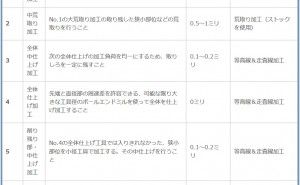
(7) No.5、6 削り残り部加工
この工程は、No.4の全体仕上げ加工で、取りきれなかった凹R部があった場合、目的形状にある最小の凹Rを除去できるサイズの工具を使って加工を行います。CAMの機能のうち、「削り残り部加工」や「隅取り加工」などと呼ばれる機能を使用すると、凹R部に限定した軌跡が出力されます。そのため、前工程で使用した工具の形状とサイズを指定します。
それと、No.4の最終仕上げでR5のボールエンドミルを使って全体を仕上げ、さらに形状の中に最小凹RとしてR1の部位があった場合、この工程でいきなりR1のボールエンドミルを使うかというとそうではありません。
R5のボールエンドミルで取りきれなかった箇所を、一気に直径2ミリのボールエンドミルで削ることになり、この細い工具に対し非常に切削負荷が高くなってしまいます。そこで段階を踏み、徐々にサイズダウンして加工していくことになります。
(8) 削り残り部加工のCAM作業でのポイント
ここでのポイントは、工具を段階的にサイズダウンしていくときの考え方についてです。具体的には、「半分以下の径の工具を選ばない」ことです。例えば、φ6のボールエンドミルの次に使う工具として、φ3はダメで、φ4であれば正解ということです。
なぜΦ3がダメかと言うと、もし中荒取り加工や最終仕上げで、パスが入っていないポケットや溝があった場合、半分より小さい径の工具を使用し...