この解説は、部品点数が数千点に及ぶ、ある大型機器のセルラインの構築を事例にして、『セル組立ライン構築の手順』と『解決すべき課題』をどのように克服していくかを詳細に解説します。ここでは、各構成ユニットのバッジ生産ラインを、ワンフロアーのセル生産ラインに改善する過程を通じ、レイアウト、セルの構成、部品供給、人員配置、タクトタイムの計算、標準作業など、セル生産に欠かせない要素を解説します。
◆個別セルの形がほぼできているので、次の段階はそれらを効率的に接続する作業を進めます。
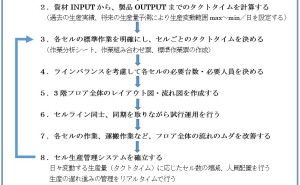
図1に、ライン化の手順をフローで示します。
図1.ライン化フロー図
1.セル生産のアウトラインを決める
(1)アウトライン構想
セルライン化は、まず製品の流れ、人の流れを明確にすることから始めます。今回のBVライン、SCRMラインの現状は、それぞれ独立した島のようなラインで、前後のつながりがあまり検討されていないまま、運用されています。そこで、図2のように関連する機能を集中させた生産ラインを3階のフロアに構築します。
図2.セルライン化の例
セルラインの原則は、『自己完結性の高いセルを複数個作る』ことにあります。つまり製品としてのアウトプットを出せる各セルを複数作り、そのセルの数を増減させながら、多品種少量の製品を需要変動に対応させることにあります。
2.材料のINPUTから製品OUTPUTまでのタクトタイムを計算する
(1)タクトタイムの計算
改善を進めるうえで、何をどこまで改善するかの目標値を明確にする必要があります。BVライン、SCRMラインを合わせた3階のセルレイアウト全体で、資材INPUT→製品OUTPUTの作業において、顧客需要に柔軟に対応するためには、どれくらいのタクトタイムが必要なのか。また、それを実現するのに何台のセルが必要で、何人作業者や支援者が必要なのかを明確にし、それに向かって生産リードタイムが最小に、生産性が最大となるように改善を進めます。一度に目標を達成するのが難しい場合は、段階的に期間を設けて達成するように計画します。
【 計 算 例 】
1月から9月の生産台数実績 :580台min~885台max
1日当たり :29台min~44.3台max(稼働20日として計算)
1時間あたり :3.63台min~5.53台max(稼働8Hとして計算)
タクトタイム :0.27H(16.2分)min/台~0.18H(10.8分)/台max
1日当たり :29台min~44.3台max(稼働20日として計算)
1時間あたり :3.63台min~5.53台max(稼働8Hとして計算)
タクトタイム :0.27H(16.2分)min/台~0.18H(10.8分)/台max
実際は、将来の増産計画も考慮したタクトタイム目標値を...
検討する。
次回、その2では、セルごとのタクトタイムを決めるから解説します。