高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその2に続いて解説します。
【目次】
1. スクリーン印刷:優れた成膜技術
印刷とは本来、文字や画像をパターンニングする技術ですが、スクリーン印刷は、インキを均一で厚い膜で塗布する成膜技術としても有用な印刷工法です。これが、エレクトロニクス分野で、導電や抵抗、絶縁体ペーストなどのスクリーン印刷が多くの製造プロセスで利用されている大きな理由です。
スクリーン印刷でのウエットの印刷厚みは、スクリーンメッシュの厚さと開口率で規定されるため、メッシュ厚さの均一性に準じた品質での成膜が可能です。乾燥後の膜厚は、固形分量比率で変わりますが、多くは、ウエット膜厚の50%~20%程度です。
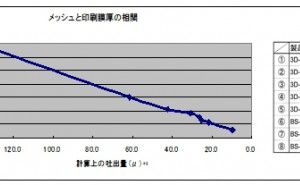
図1は、メッシュの計算上の吐出量(厚み×開口率)が異なる8種類のスクリーン版をベタ印刷した際の乾燥後の膜厚のグラフです。計算上の吐出量とほぼ比例することが分かります。厚みが厚いメッシュは、印刷膜厚を大きくできますが、線径が大きいため、印刷後のメッシュ痕が残りやすい欠点があるため、平坦な膜を得るためには、レベリング性に優れたインキを使用することが必要です。なお、積層セラミックコンデンサー(MLCC)の電極印刷では、同じステンレス500メッシュカレンダー(...
圧延)で、25μm、24μm、23μmと1μmごとに異なる厚みを使って印刷膜厚を制御しています。
図1. 乾燥後の膜厚のグラフ
図2. 印刷膜厚と膜厚均一性
図3. 印刷膜厚
図4. サドル現象
2. スクリーン印刷:「適正印圧」での印刷膜厚の均一性は、±5%以内
前回、紹介した適正なスキージで印圧を変えて印刷した場合の印刷膜厚と膜厚均一性を図2に示します。スクリーン枠サイズ1m×1m、枠内寸の60%の550mm×550mmの印刷パターンでの印刷です。押し込み方式の印圧制御で、0.8mm以上であれば、印刷膜厚のバラつきは、±4%以内になることが分かります。
私は、「スクリーン印刷における『適正印圧』とは、ベタ印刷において膜厚均一性が±5%以内になる比較的低い印圧」と定義しています。逆に言えば、「適正印圧」で印刷すれば、膜厚均一性は必ず±5%以内になることになります。押し込み方式での適正印圧は、「1.0~2.0mm」としています。エアー圧方式でも、適正印圧範囲であれば、必ず±5%以内で印刷可能です。
実際の印刷現場で、例えば、印刷膜厚が10μm~18μmにばらつくという場合は、多くの場合、印圧が低すぎることが原因です。この場合、スキージと印圧を適正にすると印刷膜厚は、10μm程度の±5%以内で安定するはずです。もし、10μmが目標の膜厚より3μm少ない場合は、メッシュの計算上の吐出量が30%大きいスクリーン版に変更して印刷することが正しい対策となります。
3. スクリーン印刷:ベタ印刷での「サドル現象」
ベタ印刷での印刷膜厚は、スクリーンメッシュの仕様(厚みと開口率)に影響を受け、乳剤厚みには影響を受けません。ベタ印刷では、印刷の際にスキージ印圧により、スクリーンメッシュが基材に接触するため、メッシュの厚さ分の開口部のインキが基材に転移するメカニズムです。乳剤厚みは、パターンを形成するための物であり、パターンエッジから数百ミクロンの内側だけの印刷厚みに影響します。
図3は、ポリエステル250メッシュ版で、ライン幅80μmから1mmまで、ステンレス325メッシュ版で、60μmから1mmを、適正印圧で溶剤型インキを印刷した場合の印刷膜厚です。200~300μmが最も厚く約9μmであり、細いラインでも太いラインでも膜厚は薄くなります。600μm以上でのライン中央部での膜厚は、一定で約4μmとなり、ベタパターンと同一となります。
図4は、1mmラインの断面です。形状が馬の背中に乗せる鞍に似ていることから、「サドル」「サドル現象」と呼ばれることがあります。私の最近の検証実験では、印圧を極限まで小さくしてもサドルをなくすことはできませんでした。
サドルを小さくするためには、乳剤膜厚を2μm以下に薄くすることが効果的です。但し、印刷解像性は低下します。