高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその6に続いて解説します。
1. スクリーン印刷:スキージは、印刷時に適度な変形で基材に追随すること
その2で、高品質スクリーン印刷のためには、ゴム硬度70~85度の平スキージが適正であると説明しましたが、なぜ、これが適正であるかの理由と、他のスキージの問題点についてもう少し詳しく説明します。
適正なスキージ形状に求められる特性は以下の三つです。
(1) スクリーン版上の均一なインキ掻きとりのためのエッジ直線性と適正な仕上げ研磨
(2) 印刷面全体に均一に圧力を加えられるスキージゴムの柔軟性と追随性
(3) インキの吐出方向を決定するアタック角の安定性
(2) 印刷面全体に均一に圧力を加えられるスキージゴムの柔軟性と追随性
(3) インキの吐出方向を決定するアタック角の安定性
エッジの直線性と適正な仕上げ研磨のためには、研磨機で精密研磨できる形状でなくてはいけません。角スキージや剣先スキージは、機械研磨が出来ないため適正ではありません。
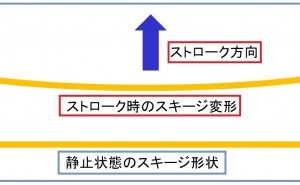
柔軟性と追随性とは、広い面積でも中央部と両端部が均一に基材に圧力を加えるために、印圧を加えた際にスキージゴムが適度に変形して基材に追随することです。平スキージは、印圧を加えてストロークした際、上から見ると図1のようのスキージゴムが基材に追随し湾曲します。角スキージは、湾曲しないため追随しません。
また、スキージの変形を少なくする目的で硬度の高いスキージゴムの先端に硬度が低いゴムを繋いだ複合スキージや、中芯入りスキージも追随しません。また、背あて付きスキージホルダーの使用も追随しません。
印圧とアタック角度の安定性のためには、印圧を加えた際にスキージ全体が適度に変形することが必要です。スキージ先端だけの変形が大きく、局所的なアタック角度の変化が大きい剣先スキージやゴム硬度65度以下のスキージは、適正ではありません。
2. スクリーン印刷:スキージのアタック角度は「充てん力」に大きく影響
「スキージ印圧を高くするとインキの吐出性が増す」と考えている方が多いようですが、正確ではありません。正しくは、「印圧を高めるとスキージの変形が大きくなり、アタック角度が小さくなり、インキの吐出性が増す」と考えるべきです。
スクリーン版開口部のインキは、スキージの移動により吐出圧力が加えられます。アタック角度が小さいほど下向きの吐出圧力が高まります。これを私は「充てん力」と言う言葉を用い、「アタック角度を小さくすると『充てん力』が大きくなる」と説明しています。例えば、「充てん力」を大きくすることで、基材の凹みの底部までインキが到達させることが出来ます。
基材の凹み部への印刷で、よい結果が出たとして、剣先スキージや複合スキージを使用しているケースもあります。理由として、柔軟性のあるスキージの先端が基材の凹み部に入り込むと言われることがありますが、間違いです。スキージと基材の間には張力のあるスクリーン版があり、スキージのエッジが凹み部に入り込むことはあり得ません。
実際は、図2のように印圧によりスキージ先端が変形して、局所的な実アタック角度が小さくなり「充てん力」が大きくなった結果です。これらは、印圧により先端部が変形しているだけであり、スキージ角度や印圧の管理が困難であるばかりでなく、過剰な印圧によりスクリーン版を伸ばす不具合を発生させることもあります。なお、角スキージは、比較的粘度が高いペーストを印刷するセラミック回路基板の分野で、アタック角度45度として、「充てん力」を高くしたい理由で使用されています。
3. 斜め研磨スキージで「充てん力」を増加
剣先スキージ、複合スキージや角スキージをしないでも、アタック角度を小さくするためには、ゴム硬度80~85度の平スキージを斜め研磨することで、アタック角度を小さくし、「充てん力」を増加できます。平スキージの二辺を内角90度とし、25度の斜めに研磨した図3のような「WSカットスキージ」は、片辺だけ研磨した片剣スキージに比べ、スクリーン版上のインキの掻きとり性が向上します。このため、過剰な印圧を加えることなく「充てん力」を増加することが出来ます。
図3....
WSカットスキージ
研磨角度25度の「WSカットスキージ」の取り付け角度を変えることで、55度から35度の範囲で、任意にアタック角度を変更することが出来ます。「WSカットスキージ」は、短辺部を平スキージと同じように、再研磨可能です。また、基材への追随性が高いため広い面で均一に印圧を加えることが出来ます。なお、「WSカットスキージ」の硬度が80~85度である意味は、斜め研磨後でも弾力性を維持し基板への追随性を確保できるためです。
以上のように平スキージで、アタック角度80度から60度に対応し、55度から35度は、「WSカットスキージ」で対応することができます。穴埋めなどの応用で、それ以下のアタック角度の場合は、斜め研磨の角度をさらに小さくしたスキージを使用してください。