【目次】
- 1. 多工程受注生産の生産管理
- 2. 何が利用を難しくしているのか
- 3. 内示情報で受注生産
- 4. リードタイムと待ち時間
- 5. システムを成功させるには
- 6. パッケージ利用とスクラッチ開発
- 7. 工程間滞留時間の分析
前回のその4に続いて解説します。
3.生産管理システム導入を成功させるためには何が必要か
(1) 生産管理システムの活用目的を共有する
情報システム導入自体を目的化してはいけません。このことは古くから言われ続けている鉄則です。ところが、いまだにERP、IoT、AIなどの導入自体を目的化しているプロジェクトに出合うことがあります。
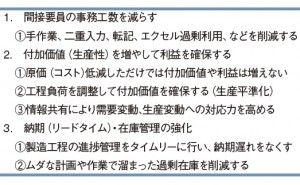
情報システム利用はあくまでも手段であり導入しただけでは意味がありません。システムに魂を入れるには、何のためにシステムを導入するのかをはっきりさせ、関係者で共有化しておくことが重要です。図3 に代表的な生産管理システムの活用目的を掲げました。図3を参考に自社の活用目的を明確化しておくようにしましょう。
図3.製造業者での生産管理システム構築目的
(2) MRP生産管理システムでも製番管理システムでもないシステムが求められる
生産管理パッケージがカバーしている生産管理方式はMRPと製番管理が一般的です。ベンダ(ベンダーでしょうか?)に生産管理システムの提案依頼をすると、大抵はどちらかの管理方式を提案してきます。しかし繰返し型加工生産を主体とする部品加工工場の生産管理方式はどちらでもありません。製造ロット番号管理で行うのが一般的です。なお、製造ロット番号を略すると製番管理になるので同じものと考えている人がいますが両者は違います。(図4)
図4.製番管理と製造ロット番号管理
製造ロット番号管理の工場にMRPや製番管理のパッケージを導入すると工程管理が混乱します。納期遅れが多発する、進捗管理が上手くいかないといった事態が起きます。生産管理システムだけではロット管理ができないのでエクセル利...
なぜ部品加工工場でMRPが使えないかは拙著「誰も教えてくれない生産管理システムの正しい使い方」で詳しく説明しましたのでご覧下さい。
次回は、(3)パッケージ利用ではなくスクラッチ開発が増えてきた。から解説を続けます。
この記事は、『プレス技術』2020年1月号に掲載の内容を筆者が改編したものです。