品質工学の機能性評価とパラメータ設計は、以下のような手順で進めました。
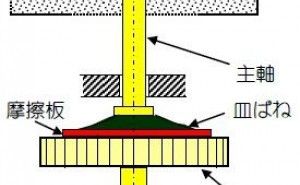
1.問題を起こしたスリップ機構の「理想機能」を「皿ばねの締め付け量M と回転つまみの回転力y との比例関係」がy=βMであることと考える。(図2)
・出力特性:回転力y(トルク計で測る kg・cm)
2.ノイズ(誤差因子)は,理想機能を乱す使用条件として最も影響が大きいと思われる温水を劣化条件として選ぶ。
・N1( 25℃の水で,0 時間) N2(100℃温水で24 時間放置)
3. 機能性を評価するために,SN比と感度を求める。
4. 機能性を改善するために,制御因子(皿ばね,摩擦板の材質や寸法)を選んで直交表に割り付け て,パラメータ設計を行い,ノイズの影響を受けない最適条件を...
以上の結果により、対策前の200 時間に対して、対策後は1000 時間と寿命を改善できました。(図3)
機能性評価とパラメータ設計のメリットをまとめてみます。
1.従来の寿命試験では市場の品質が分からない
2.僅か24 時間で品質評価ができる(SN比と直交表の活用)
3.感度の変化率から寿命の推定ができる