溶融接合は材料の一部を加熱して溶解し、溶加材などを加えて溶接する手法です。
そして酸化防止のために二酸化炭素やアルゴンなどのシールドガスを使用します。溶融接合は加熱する熱源の種類によってアーク溶接、ガス溶接、レーザー溶接などに分けられます。中でもアーク溶接は最も広く使用されています。
アークとは一種の放電現象です。そのため電極と溶接材を導通して溶接作業を行います。アーク溶接の中でも電極が消耗式か非消耗式かで分けられます。消耗式の電極の場合、電極(ワイヤー)が送給装置にセットされトーチ先端まで送り込まれます。この電極自体が溶接中に溶けることで溶加材となって溶接部に溶け込みます。種類としては主に鉄鋼材料に使用されるMAG(Metal Active Gas)溶接、主にステンレスやアルミニウムなどの非鉄材料に使用されるMIG(Metal Inert Gas)溶接などがあります。
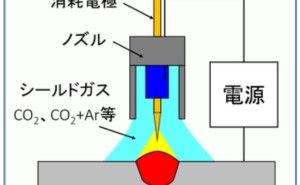
両者の大きな違いはシールドガスです。MAG溶接の模式図を下図に示します。MAG溶接の「A:Active」はシールドガスが「活性な」という意味です。
図. MAG溶接の模式図
具体的には二酸化炭素単独やこれにアルゴンを混ぜた混合ガスを使用します。二酸化炭素単体の溶接をCO2溶接と呼ぶこともあります。シールドガスに二酸化炭素を使用するためMIG溶接と比較して溶け込み深さが深いことが挙げられます。鉄鋼材料をMAG溶接する時に電極ワイヤーにはSiやMnが添加されており、鉄の酸化および溶接時のガス(ブローホール)の発生を防止しています。
一方、MIG溶接ではシールドガスに不活性ガス(通常アルゴン)を使用しています。「I:Inert」は「不活性な」という意味です。溶接の仕上がりがMAGよりもキレイになること、シールドガスで化学反応を起こさないことからステンレスや非鉄材料に使用できることが特徴です。
非消耗式ではTIG(Tungsten Inert Gas)溶接やプラズマ溶接などがありま...
す。TIG溶接では電極のタングステンは溶けずにアーク放電の電極として働きます。シールドガスにはアルゴンなどの不活性ガスを使用するため鉄鋼材料だけでなくステンレスやアルミニウムなどの非鉄材料に使用されます。TIG溶接には電流の種類を直流か交流か選択しますが、アルミニウムやマグネシウムなど表面の酸化被膜を除去する必要がある材料は交流で行います。
次回は、レーザー溶接について解説します。
◆【関連解説:金属・無機材料技術】
(その1)
(その2)
(その3)
(その4)
(その5)
(その6)
(その7)
(その8)
(その9)
(その10)
(その11)
(その12)
(その13)
(その14)
(その15)
(その16)
(その17)
(その18)
(その19)
(その20)
(その21)
(その22)
(その23)
(その24)
(その25)
(その26)
(その27)
(その28)
(その29)
(その30)
(その31)
(その32)
(その33)
(その34)
(その35)
(その36)
(その37)
(その38)
(その39)
(その40)
(その41)
(その42)
(その43)
(その44)
(その45)
(その46)
(その47)
(その48)
(その49)
(その50)
(その51)
(その52)
(その53)
(その54)
(その55)
(その56)
(その57)
(その58)
(その59)
(その60)
(その61)
(その62)
(その63)
(その64)
(その65)
(その66)
(その67)
(その68)
(その69)
(その70)
(その71)
(その72)
(その73)
(その74)
(その75)
(その76)
(その77)
(その78)
(その79)
(その80)
(その81)
(その82)
(その83)
(その84)
(その85)
(その86)
(その87)
(その88)
(その89)
(その90)
(その91)
(その92)
(その93)
(その94)
(その95)
(その96)
(その97)
(その98)
(その99)