工場の経営者から現場の従業員の方を対象として、現場改善:発想の転換をテーマに連載で解説します。固定観念を打ち崩しながら現場改善に留(とど)まらず、経営革新まで範囲を広げて、改善とは何か、革新とは何かを、目からウロコ的に連載しておりますが、今回はその第13回目で、現場改善:発想の転換の最終回です。
◆ 組み立ないで組み立てるとは?
1. 今までの組み立ての視点を180度変えてみませんか
仕事 = 作業ではなく、仕事 = 作業 + 改善でなければ競争に負けます。
また作業 = 主体作業 + 付帯作業 + ムダ と書くこともできます。とりあえず付加価値を生まないムダを外しますと、主体作業とそれに付随する付帯作業になります。主体作業は、主に付加価値を生む作業になり、加工や組立がそれに相当します。
例えばネジ締め作業では、ネジを取る → ネジ頭を確認し、持ち替える → ドライバーを取る → ドライバーのビットをネジ頭の凹みにセットする → 母材にネジをセットする → ドライバーを回す → 締め付ける → 最後の1ターンで締めたことを確認する → ドライバーを離し、ネジ頭の損傷がないことを確認する → ドライバーを元に戻すという一連の作業を考えます。
付加価値を生むのは、わずかネジをドライバーで最後の1ターンを回転させて締結する作業だけです。このようにみていきますと、主体作業の中でも付加価値を生んでいる作業は、ごくわずかで全体の作業の5~10%以下となってしまいます。
言い換えますとネジ締めの作業は、ネジを最後の1ターンを回して締結することを指します。その他の作業は、できるだけ省いたり、少なくしたりすることで価値ある作業に置き換え、必要な作業のみを結合していけば、非常に短時間でも完成品ができ上がり、競争力を持つことができます。
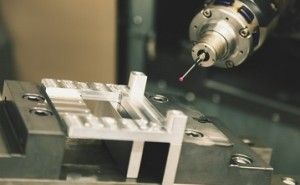
加工においても同様です。刃具で加工物を削っている時だけが価値があります。さらに追求していけば、その加工時間や加工方法を見直すことで時間短縮することができ、しかも狙った品質を得ることも可能になります。
付帯作業は、主体作業の補助的な作業になり、検査、手直し、段取り替え、ピッキング、運搬、格納、梱包、さらに棚卸作業もこれに当たります。
付帯作業をもっと細かくみていきますと、加工する際の材料準備、生産指示書の確認、加工プログラムの準備と確認、冶工具の準備、設備や機械へ材料のセット、加工前の刃具の調整と確認、切粉除去、給油、監視、微調整などがあります。つまり、組み立てるとか加工するといわれている作業には、付加価値が本当に少ないことがみえてきます。
それなら組み立てることや加工することを別な視点からみて、本当に必要な作業は何かと根本から考え直すことで、全く違う方法で求められている機能の代替ができるヒントを発見できます。またその工程だけを担当するのではなく、前後工程さらには付帯作業も含めて取り込むことも考えてみると、視点がまったく違ってくるものです。また作業そのもののを、別な方法で代替できないかと考えてみましょう。
2. その方法でなくとも別な方法があるものです
魔法や手品のように号令を掛けてハンカチを持ち上げれば、パッと鳩が飛び出すような仕掛けはありませんが、バラバラな部品をパッとすぐに組み立してしまうのは、製造の立場であれば理想の作業になります。
組み立てにおいて、数年前から短納期で試作品を提供できる3Dプリンターの部品が可能になったことから、同プリンターを使った製法も盛んになってきました。これは“組み立てしないで組み立てができる”という一つの手法になります。病院で行われているMRI検査のように、0.01mm単位に細切れにし、樹脂や紛体金属を成形していきながら立体を作っていく方法です。これならば数点の部品を別々に製作して、各々を組立する必要がなくなり大幅な時間短縮になります。
では、製造以外での組み立てという視点に変えてみましょう。ピッキング工程で部品を集めてトレーや台車に載せるだけでなく、そこでサブ組立てをしてしまうと、メインの組み立てラインでの作業が非常に簡単になります。
さらに部品を加工した工程で、その部品にまつわる部品を組み付けしたり、さらには加工したりしてできるだけ工程結合することも可能です。次工程に作業のバトンを渡すようになれば、時間がかかる、品質は低下する、停滞が発生する、場所を取るなど、部品や半完成品にとって悪いことばかり生じてきます。また協力工場でサブ組立てするよりも、できるだけ付加価値を自社内に取り込みたいものです。外に出し入れの手間を考えますと、内部で完了すれば効果がさらに出ます。
加工したらその場でできるだけ組み立てすることにしていけば、リードタイムが短縮できます。加工したものは、他に加工したものと組み立てなければ製品になりません。部品単品で、お客様の認める機能を発揮させることはできません。部品がいくつか集まってサブ組立てになり、さらにそれらの多くが組み立てられて完成品になります。
また加工だけでなく、さらに工程を加えることで付加価値をもっと増やせないか考えていくと、新たな発想が発見できます。プラモデルの部品のように、一回の成形で色々な部品ができ上がり、それらを削除して組み立ててしまう要領です。切削加工したらバリが発生し、あとでバリ取り作業が必要となりますが、それも不要な加工方法や加工時にバリも除去する刃具を工夫することで、余分な加工が不要になります。
今まで難しかったことも諦めず、別な視点で何度も検討してみることです。諦めないで、何とか多くの仲間の知恵を結集して突破口をみつけることが成功の鍵になります。
3. “組立時間ゼロ”は究極のものづくりに求められる時間です
組立時間を限りなくゼロにすることは大変なことですが、その考え方を持つことで発想の転換が可能になります。何をやるにもまずはできるという意思、やるんだ!という決意がまずありきであることが大切です。偉大な発...