LiB電極製造プロセスにおける間欠塗工技術とトラブル対策
~リチウムイオン電池電極製造工程での塗布・乾燥技術の整理と実際
■リチウムイオン電極の間欠塗工におけるRoll To Roll製造方法■
■スロット塗工やコンマ塗工の考え方と実際■
■塗工設備の設計方法、各種塗工方式の違いと特長■
各メーカーが独自開発で進化してきたLiB電極塗工技術をできるだけ体系的に整理!
汎用プロセスはどこまで通用するのか、またLiB製造時での特有の塗工技術とは…
Roll To Roll製造方法を土台に「理論」と「現場ノウハウ」をバランスよく解説します!
日時
【ライブ配信】 2024年7月30日(火) 10:30~16:30
【アーカイブ配信】 2024年8月19日(月) まで受付(視聴期間:8/19~8/30)
受講可能な形式:【Live配信】or【アーカイブ配信】のみ
セミナー趣旨
本セミナーでは各社の特許事例を基に間欠塗工の変遷と各方式の特徴を整理して紹介します。また、間欠塗工に用いるスロット塗工と
コンマ塗工や乾燥プロセスの理論を化学工学を専門としない技術者にも解るよう数式を排して解説します。さらに、製造現場で技術者が
直面する幾多ものトラブルを解決する手法も整理しました。これらの「理論」と「現場ノウハウ」をバランスよく知ると、より良い製品を作りやすくなります。このセミナーでは、各項目で現象イメージ作りを助ける演習ツールも用意し、LiB新製品の開発や製造現場の課題解決を全方位的にサポートします。
受講対象・レベル
バッテリーの電極製造に携わるRoll To Roll製造の初学者
化学系で製造技術に携わる企業技術者
製造トラブル対策に携わる研究者
習得できる知識
リチウムイオン電極の間欠塗工におけるRoll To Roll製造方法
スロット塗工やコンマ塗工の考え方
塗工設備の設計方法、各種塗工方式の違いと特徴 など
セミナープログラム
1-1.フィルムが利用されている製品は?
1-2.フィルム部材の役割り
1-3.性能の変遷(半導体)
1-4.性能の変遷(リチウムイオン二次電池)
1-5.リチウムイオン二次電池の構成
1-6.正負電極の塗工方法(間欠塗工)
1-7.間欠塗工の動画
1-8.リチウムイオン電極の塗工ライン(A)
1-9.リチウムイオン電極の塗工ライン(B)
1-10.リチウムイオン電極の塗工ライン(C)
2.特許に学ぶ間欠塗工の変遷
2-1.初期の電極製造(直交貼り合わせ方式)
2-2.初期の電極製造(マスキング)
2-3.初期の間欠塗工(開閉ブレード)
2-4.コンマロール着脱方式
2-5.コンマロール断続回転方式
2-6.スロット間欠方式(流量・ギャップ可変)
2-7.スロット沈降対策
2-8.スロット端部厚み調整
2-9.コッタによるギャップ調整
2-10.塗り切り厚み調整(ギャップ法)
2-11.厚塗り対策エア噴射
2-12.マニホールド・リターン
2-13.ポンプ・バルブ法
2-14.ピストン開閉法
2-15.回収バルブ遅延方式
2-16.開閉バルブ圧力制御方式
2-17.バルブ弁・ギャップのハイブリッド方式
2-18.背面減圧
2-19.背面減圧とエッジ分布
2-20.減圧の安定化(バッファとオリフィス)
2-21.基材サクション
2-22.バックアップサクション
2-23.逆転スロット
2-24.表裏厚み分布
2-25.表裏の塗り位置同期
2-26.表裏の塗り位置同期
2-27.表裏の塗り位置ズラシ
2-28.両面塗工の基材エア保持
2-29.両面塗工の塗工安定板
2-30.圧延クラウンローラー
2-31.加熱プレス分布によるカール補正
3.スロット塗工方式の概説
3-1.塗工方式に分類(ダイ方式は3種類のみ)
3-2.実験サンプルとRoll To Roll生産の違い
3-3.塗工液濃度の決め方と適した塗布方法
3-4.Roll To Rollのスロット塗工設備
3-5.ダイヘッドの向きは?
3-6.薄く塗る時、厚く塗る時
3-7.流れイメージに役立つCouette-Poiseuille流
3-8.Poiseuille流
3-9.Couette流とPoiseuille流のバランス
3-10.スロットダイのCouette-Poiseuille流
3-11.ビード内の剪断速度
3-12.剪断速度のオーダー
3-13.背面減圧しない操作方法
3-14.塗付けの流動
3-15.マニホールド構造
3-16.ダイ内の流れ
3-17.円管・マニホールド・スロットの流動
3-18.マニホールド断面形状と幅流量分布
3-19.テーパー・スロットによる幅分布補償
3-20.幅分布を均一化するために
3-21.シムとエッジの厚塗り
3-22.超硬スロットダイ(M)
3-23.テンションド・ウェブ方式
3-24.テンションと流体圧のバランス
3-25.ギャップの見積もり
3-26.Coating Window
3-27.スロット渦
3-28.リップ形状
3-29.リップ形状と塗布性
4.コンマ塗工方式の概説
4-1.ブレード塗工
4-2.コンマロールたわみ
4-3.コンマロール保温
4-4.給液方法
4-5.接合通過
4-6.ストライプ塗工
4-7.液ダム内の流動
4-8.バックプレート
4-9.ダム液面と底面
4-10.液ダムの液漏れ防止フィルム
5.乾燥のツボ … 設備・乾燥時間・膜質再現の考え方
5-1.乾燥現象の支配因子
5-2.乾燥方式と乾燥能力
5-3.乾燥効率の支配因子(噴流)
5-4.多孔板と二次元ノズル(軸対象とスリット)
5-5.溶媒の寄与(水と他の溶媒の比較)
5-6.塗膜の表面温度は湿球温度(空気線図)
5-7.各溶媒の空気線図
5-8.他の溶媒との違い ~ 飽和蒸気圧と温度
5-9.乾燥に関わる物性値
5-10.定率期間と減率期間
5-11.減率乾燥速度
5-12.簡易計算法(乾燥係数 N=1/2~2/3)
5-13.膜内の溶媒移動
5-14.乾燥計算の練習
5-15.減率乾燥を実測で見積もる方法
5-16.減率乾燥を実測で見積もる手順
5-17.2成分系の減率乾燥(MEK+トルエン)
5-18.2成分系の乾燥挙動
5-19.2成分系で乾燥速度を概算したい場合
5-20.調湿時の含水率履歴
5-21.凝集系の乾燥
5-22.乾燥過程の粘弾性変化
6.Roll To Roll製造のオンライン厚み評価(坪量法)
6-1.坪量によるフィルム厚み計測の変遷
6-2.坪量による厚さ計の測定原理
6-3.基材フィルムの厚み計測
6-4.塗工膜の厚み計測
7.Roll To Roll製造の異物検知と対策
7-1.異物の検知方法
7-2.異物の分析方法
7-3.バッテリー材料(アルミ電極のエッジ粉と延伸オイル除去)
7-4.Wet除塵(浸漬のみ)
7-5.トラブル時の工程分離
7-6.異物の付着状態
7-7.異物の除去方法
7-8.帯電列と表面抵抗
7-9.クリーン度と換気
7-10.クリーンルームへの入室段取り
7-11.エアシャワーと靴裏汚れ
8.WetからDryへ
9.塗工プロセスの課題とトラブルの種類
9-1.トラブルの分類(スケールアップ、要因変更、製造トラブル)
9-2.なぜトラブルが多いのか?(局面で異なるアプローチ)
9-3.要因変更のベンチマークの設定方法
9-4.速度アップと補償(塗工)
9-5.速度アップと補償(乾燥)
9-6.速度アップと補償(搬送シワ)
9-7.速度アップと補償(擦り傷)
9-8.速度アップと補償(ベアリングの劣化)
9-9.速度アップと補償(巻芯写り)
9-10.速度アップと補償(巻ズレ)
9-11.速度アップと補償(調送液)
10.突発の製造トラブル
10-1.よくあるトラブル事例
10-2.アプローチ(直観か堅実化か)
10-3.工程分離
10-3-1.塗布前か塗布後か?
10-3-2.塗布液かフィルムか?
10-3-3.塗布部か送液か調液か?
10-3-4.原反か巻出し後か?
10-4.トラブル時のアクション
11.トラブルシューティングの手法
11-1.KT法-ATSの基本的考え方
11-2.差異の整理(Is と Is Not)
11-3.仮説の検証
11-4.留意点
12.トラブルを未然に防ぐために
12-1.役割分担(製造、品質保証、技術、保全)
12-1-1.三位一体~三権分立
12-1-2.トラブルの分類と対応(設備・品質・技術)
12-2.ロットスケールと頻度
12-3.ロット前後のイベント
12-3-1.ロット前後のイベント(ロット後フォロー)
12-3-2.ロット前後のイベント(ロット前ミーティング)
12-3-3.ロット前後のイベント(PPAミーティング)
12-3-4.前ロットとの比較(4M1Eで差異を整理)
12-3-5.素材の評価と補償
12-3-6.先発テスト
12-4.標準化
12-4-1.標準の制定
12-4-2.標準の改定(要因変更の標準化)
12-4-3.条件の規格幅と管理幅
13.円滑な対処を目指して
13-1.工程分離の仕掛け
13-1-1.搬送(ロール径、ナンバリング)
13-1-2.バッチ・原反の投入順
13-2.平時のデータ取り
13-3.コミニュケーション
13-3-1.袋小路に入らぬよう
13-3-2.担当者とチーム運営(リーダーは一歩引く)
□質疑応答
セミナー講師
元富士フイルム(株)、元サムスン電子
略歴
1992年 北海道大学 工学部 合成化学工学専攻 修士修了
同年 富士写真フィルム 塗工を中心としたフィルム生産工程業務に従事
2007年 同 社 フラットパネル生産部 主任技師(管理職)
2013年 サムスン電子 総合技術院 素材開発センター 主席研究員 新素材開発に従事
2019年 栗村化学 工程開発チーム長 粘着フィルム・離型フィルム等の工程開発
2021年 米国 Zymergen社 シニアマネージャー バイオ由来ポリイミド開発
2022年 ミドリ安全 商品開発部 ジェネラルマネージャー ニトリルゴム手袋開発
2023年 AndanTECとして執筆・講演・コンサル業に専念
専門
塗工/Roll To Roll製造/クリーンルーム/静電気
セミナー受講料
※お申込みと同時にS&T会員登録をさせていただきます(E-mail案内登録とは異なります)。
55,000円( E-mail案内登録価格52,250円 )
E-Mail案内登録なら、2名同時申込みで1名分無料
2名で 55,000円 (2名ともE-mail案内登録必須/1名あたり定価半額27,500円)
【1名分無料適用条件】
※2名様ともE-mail案内登録が必須です。
※同一法人内(グループ会社でも可)による2名同時申込みのみ適用いたします。
※3名様以上のお申込みの場合、1名あたり定価半額で追加受講できます。
※請求書(PDFデータ)は、代表者にE-mailで送信いたします。
※請求書および領収証は1名様ごとに発行可能です。
(申込みフォームの通信欄に「請求書1名ごと発行」と記入ください。)
※他の割引は併用できません。
■■■ 1名様で、6月1日申込み受付分から ■■■
テレワーク応援キャンペーン(1名受講)【オンライン配信セミナー受講限定】
1名申込みの場合:受講料( 定価:41,800円/E-mail案内登録価格 39,820円 )
※1名様でオンライン配信セミナーを受講する場合、上記特別価格になります。
※他の割引は併用できません。
受講について
ZoomによるLive配信 ►受講方法・接続確認(申込み前に必ずご確認ください)
アーカイブ配信 ►受講方法・視聴環境確認(申込み前に必ずご確認ください)
配布資料
- 製本テキスト(開催前日着までを目安に発送)
※セミナー資料はお申し込み時のご住所へ発送させていただきます。
※開催まで4営業日~前日にお申込みの場合、セミナー資料の到着が開講日に間に合わない可能性がありますこと、ご了承下さい。
関連教材
もっと見る





関連記事
もっと見る-
プラスチック分解微生物とは?求められる背景や仕組みについて解説
プラスチックは私たちの生活に欠かせない素材ですが、その便利さの裏には深刻な環境問題が潜んでいます。毎年膨大な量のプラスチックが廃棄され、海洋や土壌に蓄... -
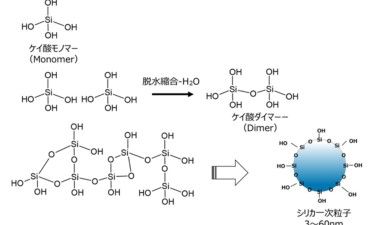
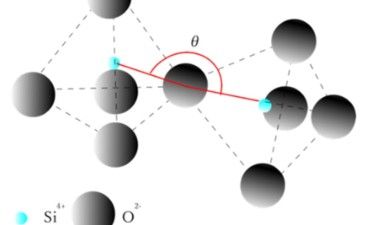
非晶質シリカ、その種類と特異的な細孔の構造について
【目次】 1. 非晶質シリカの種類とその特異的な細孔の構造について シリカを構造で分けた場合、結晶性と非晶質に大きく分けられ、同じ...