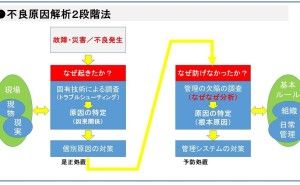
製造工場における品質トラブル対策は「不良原因解析と再発防止2段階なぜなぜ分析法」によって行います。不良原因解析と再発防止2段階なぜなぜ分析法は、最初の段階で、「なぜ起こったのか」を問い、不具合が発生した直接の原因(因果関係)を解明します。そして次の段階で、「なぜ防止できなかったのか」を問い、仕組みの悪さを指摘します。
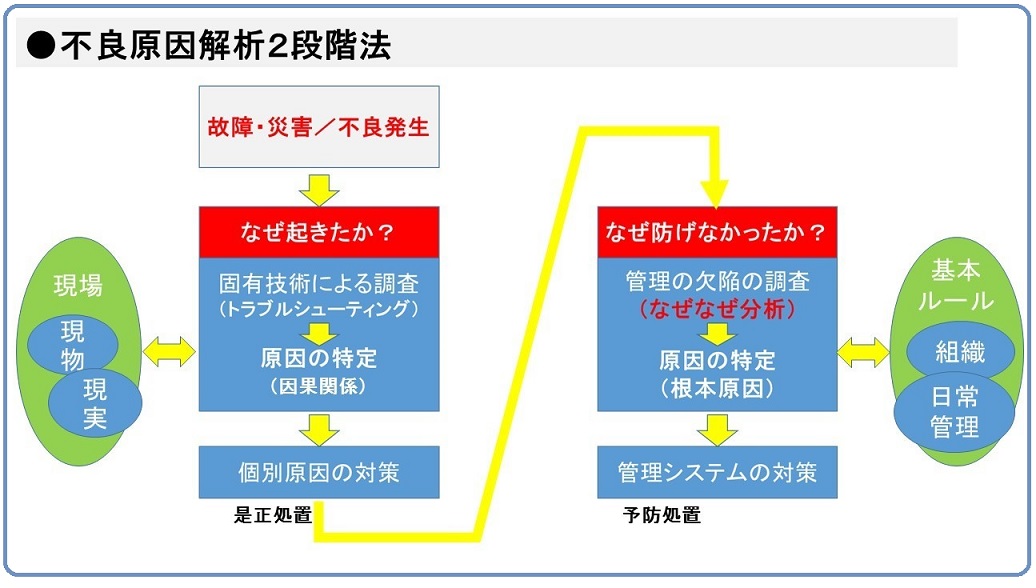
いままで一般的に実施されている原因分析は、「なぜ起こったのか」の追究のみで終わっています。そこでは、人、機械、方法、材料などの工程のどこかに問題が有ることが明らかになります。但し、素人が自由な発想で「なぜなぜ分析」を行っても一向に問題が解決せず発散するか、堂々巡りしてしまい、原因究明はできません。
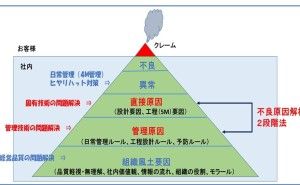
運よく原因にたどり着き、そこで明らかになったその固有の問題は、たまたま見つかった問題であり氷山の一角なのです。人を教育する、機械を交換する、方法を変えるなどの原因を取り除くだけでは、また別の製品を作るときに、同様の問題が発生します。これでは、永遠にもぐら叩きがなくならないので、そこで、その問題が事前に「なぜ防止できなかったのか」と、問いかけることになります。
今、明らかになったのは、ある製品の、またはある工程だけで発生した固有の問題かも知れませんが、それをヒントに、その問題を防止できなかった共通の原因をひも解いていきます。氷山の一角から、その氷山のすそ野まで明らかにする作業が必要になるのです。その作業は、品質管理の考え方、自社管理システム(しくみ)のあり方を熟知した管理技術のプロでなければできません。
品質システムは、理想を目指して仕組みを作りますが、人間の行うことであり未知の部分、経験の浅い部分にはどうしても不備や欠陥が生じてしまいます。そのために、氷山の一角の問題をきっかけにしてその不備欠陥を修復する必要が出てくるのです。修復する作業は、その固有の問題を含め、類似の問題も起こさないようにするため、汎用性を持たせることが必要です。
つまり、「教育が不足していた」ならば、教育システム全体の問題として捉え教育計画の立て方、教材の選び方、講師の選定など、不備と思われる共通的な問題を指摘します。機械が故障したならば、操作手順書の作り方、日常点検方法、定期点検・部品交換周期、内容など、その機械も含めて管理の方法に不備がないかどうかを再検討することになります。
実態からかけ離れ、過剰にならず、しかも不具合を出さない最適な管理システムになるように、現状の基準書や規定類の見直しを行います。整理すると、...






















活用マニアル")
品質管理基礎")



