プラスチック製品のよい成形パートナーに巡り合えたとしても、品質に対するお互いの認識がずれたまま金型製作まで進めていくと、生産プロセスへの移行がなかなかうまくいかないものです。今回はどのようなことに注意すれば、量産品をスムーズに立ち上げることができるかについて解説します。ここでは、製品の基本的な形状の設計、材料選定は済んで、製品を射出成形メーカーで生産するケースを想定して前回のその1、詳細仕様打ち合わせ(2)に続いて解説します。
(3) 試作数
検査や評価のための試作数量が多い場合、事前に知らせておかないと、材料や成形機の手配で余分な時間がかかることがあります。また、それらの試作品の製作費用をどちらが負担するのかも決めておきましょう。
(4) 梱包仕様
梱包仕様の検討は後回しになりがちです、製品コストにも影響があるので、できるだけ早い時点で梱包仕様書の作成を依頼しましょう。
(5) 生産予定数
製品廃番までの大まかな生産予定数を伝えます。1万個作る場合と100万個作る場合では、金型に使う材料も変わります。
以上のように仕様を細かく決めることによって、見積りの精度を高めることができます。立ち上げの後工程になって、要求事項が増えたので当初の見積りでは対応できないという話になるのを避けられます。
また、成形加工メーカーとのすり合わせ結果は、口約束にするのではなく、図面か仕様書のどちらかに明記しましょう。
また、成形加工メーカーとのすり合わせ結果は、口約束にするのではなく、図面か仕様書のどちらかに明記しましょう。
議事録もよく使われますが、最終決定が何なのか分からなくなることが多いので、できれば図面か仕様書に情報を集約した方がよいでしょう。図面と仕様書は「契約書」であるという意識を両者で共有してプロジェクトを進めることが重要です。
2. 金型製作・トライ
詳細仕様の打ち合わせを済ませ、図面・仕様書が完成したら、金型製作に着手します。金型完成には通常30~45日必要です。金型ができたらすぐに図面通りの製品が成形できるわけではなく、トライと呼ばれる成形テストを複数回行います。
製品の難易度が高かったり、金型の修正を何度もやらなければならなかったりする場合は、トライを行う期間が長くなります。このフェーズで依頼者側ができることは少ないのですが、可能であればトライに立ち会った方がよいでしょう。事前に明確に決めることができなかった基準をその場で決めたり、気付かなった不具合などを発見できたりするからです。
立ち会わずに成形加工メーカーから送られてくる「チャンピオン」品だけを見ていては気付かないことも多いので、是非、トライに立会いましょう。想定通りの製品に仕上げることができず、費用をかけて金型を修正しなければならないこともあります。その場合に問題になるのが、依頼者側と成形加工メーカー(あるいは金型メーカー)のどちらが費用負担をするかということです。
費用負担の考え方は業界や地域によって異なるようです。しかし、図面や仕様書を契約書として考え、契約書と異なる要求を依頼者側がする場合は依頼者側の負担、契約書通りに製品が作れない場合は成形加工メーカーの負担とするのが最も合理的です。
3. 評価・検査
トライで成形した試作品について、事前に想定した性能を確保しているかどうかを評価します。また、試作品が図面・仕様書通りに作られているかも検査します。検査では数個程度の試作品が図面寸法内に入っていればOKというわけでなく、量産においても寸法内に入る実力(工程能力)があるかどうかを考えなければなりません。
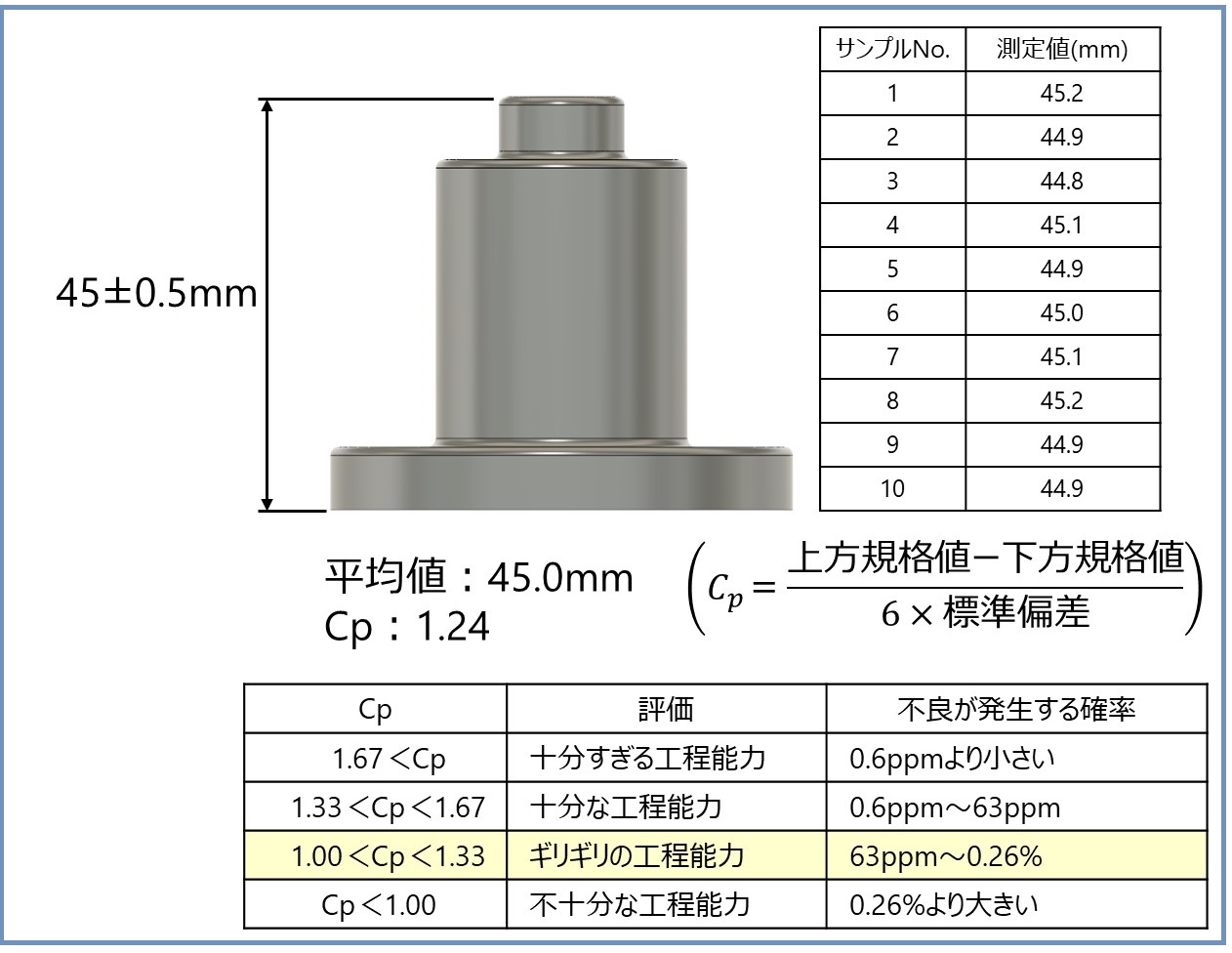
図6. 工程能力
図6の場合、工程能力Cpは1.00~1.33の範囲となります。これは1万個成形したうちの0.63個~26個程度が「不良」となることを示しています。この工程能力で十分かど...