高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその9に続いて解説します。
【目次】
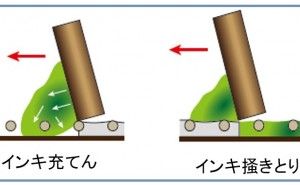
1. スクリーン印刷:充てん・掻きとりのメカニズム
ローリングにより、スクリーン版の上に留まったインキは、スキージの移動によりアタック面から垂直方向に圧力を受けます。図1のように、この圧力により、版開口部にインキが充てんされながら、スキージのエッジで、メッシュ上の余分なインキが掻きとられます。これを充てん・掻きとりのメカニズムと呼びます。インキ掻きとりが安定して行われることで、インキ充てんも均一になされると考えられます。
なお、インキがアタック面からの力を受けて、その力を前方に伝えるのは、インキに固体の特性である「弾性特性」があるからです。液体の特性である粘性だけの流動体では、圧力がインキ全体に伝わらず、メッシュ開口を安定して通り抜けることはありません。
充てんのための力(エネルギー)の大きさは、スキージのアタック面の角度とスキージ速度で決まります。この充てんのための力を、筆者の造語ですが「充てん力」と呼びます。アタック角度が小さいほど、下向きの圧力が大きくなり「充てん力」は大きくなります。スキージ速度が遅いほど圧力を与える時間が長くなり「充てん力」が大きくなります。
プリント基板の穴埋めでは、40度の斜め研磨スキージを使用してアタック角度を20度で印刷することで「充てん力」を最大にして印刷しま...
す。アタック角度が同じでもインキに圧力を与えるアタック面の面積が大きくなると「充てん力」が大きくなります。穴埋め印刷で厚さ20mmの肉厚が厚いスキージを使用するのはこのためです。
図2. 「にじみ」と「欠け」の写真
粘度が高いインキでアタック角度を小さくして印刷する場合、スキージエッジでのインキの掻きとりが不十分となりやすく、力が十分に伝わらなくことがあります。スキージ印圧を高くしても掻きとりが不十分な場合は、スキージ速度を遅くしてください。
2. スクリーン印刷:「充てん力」と印刷解像性
「充てん力」は、インキへの充てんエネルギーの大きさであり、大きすぎるとインキの充てん圧力が大きくなり「にじみ」発生し、小さすぎると充てん不足で「欠け」「かすれ」が発生します。図2は、ステンレス325メッシュでの100μmラインの開口部の乳剤部とメッシュのイメージと実際の「にじみ」と「欠け」の写真です。この場合、ライン幅は、メッシュピッチの約1.3倍で、赤い矢印の部分は、開口部が大きく充てん力が大きくなるとにじみが発生しやすい箇所を示しています。白い矢印の部分は、メッシュ交点部が乳剤壁面に近接している個所であり、充てん力が小さすぎると欠けが発生しやすい場所です。
印刷条件の適正化とは、標準のクリアランス量(枠内寸の1/300)を設定し、印圧を適正範囲 (押し込み量1.0~2.0mm) 内に設定して、「充てん力」を増減することです。つまり、印刷結果が「にじみ」傾向である場合は、「充てん力」を小さくして、「かすれ」傾向の場合は、「充てん力」を大きくするということです。図3に平スキージと斜め研磨スキージでの「充てん力」増減できる範囲を示します。
図3. 「充てん力」増減できる範囲
スクリーン印刷では、「充てん力」を大きくする方が容易であり、吐出を抑制しやすくするためにも、粘度が比較的高いインキを使用するほうが有利です。また、スクリーンメッシュの開口率が大きすぎるとにじみやすくなるため、40~30%が適正であると考えられます。
3. スクリーン印刷:インキ掻きとり深さと印刷膜厚
ベタパターンでのスクリーン印刷における印刷膜厚は、図4のようにスキージのエッジによるスクリーンメッシュ上のインキの掻きとり深さで決まります。連載その2で解説したように適正印圧範囲内でも、印圧を高くするとインキ掻きとりが深くなり、印刷膜厚が5~10%程度低下します。
図4. スクリーン印刷における印刷膜厚
印圧を加えた際に、スキージのエッジ部分は変形しながらメッシュの開口部に入り込み、開口部のインキを深く掻きとると考えられます。この現象は、スキージの材質や硬度及びエッジのミクロ的な形状に影響を受けます。このため、高品質スクリーン印刷のためには、最初にスキージ品質や研磨・面取り仕上げ状態を標準化することを推奨しています。
「スキージ角度を小さくすると印刷膜厚が厚くなる。スキージエッジを丸めると印刷膜厚が厚くなる。研磨したてのスキージでは、印刷膜厚が薄くなる」などの理由もスキージエッジでのインキ掻きとりのメカニズムから考えることで容易に理解できます。
一方、粘度が高いインキでのファインライン印刷では、掻きとりが不十分であると、ライン開口部のセンターに位置するメッシュ交点部下にインキが回り込みにくいため、膜厚低下や断線が起こる可能性があります。
スクリーン版上の均一で十分なインキ掻きとりは、安定したインキ充てんのための前提条件です。