1.搬送自体の付加価値はないが、経費は発生する
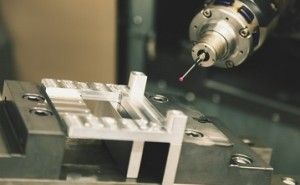
生産工程における付加価値というお金を生む工程は、加工や組立工程のみになります。しかもその加工や組立している瞬間だけです。その他の搬送や検査などの工程や作業は、付加価値を生むことはなく、むしろお金を捨てているということになります。
その付加価値を生まない工程や作業をいかに少なくして、原価を下げて利益を出していくことが企業の取り組みになります。しかしそうは言っても、素材や半完成品を各加工工程や組立工程に移動させなければ、完成品になりません。
搬送作業の手順を作業別に分解してみますと、①出庫、②荷揃え、③積み込み、④搬送、⑤荷降ろし、⑥格納という形態になっています。①の出庫の際に倉庫や棚から乱雑に出庫すると、何を出庫したか、いくつ出庫したかが分からなくなります。また加工の途中に設備から、そのままロット箱や通箱に入れてしまうと、切粉や油や汚れまでも次工程に搬送してしまうこともあります。
そして後工程では、方向を揃える、再度数量を確認する、キズが付いていないか品質確認をする、切粉や汚れを取り除くなどの余分作業が発生して、ムダな作業を強いられることになり、結局コストアップになってしまいます。そのためにもきちんと②荷揃えして、整列させて③積み込みして、出庫や出荷するようになりますが、その手間がまたコストアップにもなる要因になります。
また前工程からの搬送において、半完成品を紙や緩衝剤に包み、さらにテープ止めにして段ボールに梱包していることが多く見受けられます。その場合には、いずれも梱包材を探し準備して、梱包してさらにテープ止めといった一連の作業が発生します。しかも今までの慣例なのか、ナイロンのプチプチ(正式名称は、気泡入り緩衝材)が数回も巻いてあった材料を見つけたことがありますが、完全な過剰包装状態です。
そのプチプチの材料費、それを材料に巻く工数、逆に取り去る工数、廃棄するための工数や諸費用はバカになりません。ゴミ箱もすぐに一杯になってしまいます。搬送自体に付加価値はないので、思い切って工数削減と経費削減のメスを入れて、作業改善していくことを考えていきます。
2.搬送のための通箱や台車の工夫で工数や経費削減
搬送の作業を分解したように、その②荷揃え作業では、搬送する荷姿のパターン化のために、工程間の便利な通箱をつくり、繰り返し使うことをコンセプトにします。最初のモデルは、段ボールや手元にある市販のプラスチックの箱でやってみましょう。大切なのは、工程間でのオペレータ―の皆さんの話し合いと、アイデアを出して工夫していく機会を設けることです。
前工程では便利でも後工程には不具合があったり、使いづらかったりすることが出てきますが、お互いの条件を明確にして見えるようにして、少しずつ改善をしていくことに意味があります。最初から良いアイデアを出すことは無理だと考えて、少しずつステップバイステップでやっていきましょうと、工程間のオペレータ同志が取り組み始めることから本当の改善が始まります。
自工程では自分のことだけを考えての作業に陥っているので、不便さを考えることはなかった訳ですが、後工程と一緒に取り組むことで、見えなかったことが見えるようになります。まずは後工程における不満をじっくりと聴いてあげて、ガス抜きから始めるといったスタンスを取れば、かなり早く双方が一体となった改善がスタートできます。
そして、後工程が使いやすい並べ方、置き方、置き場所、積み重ね方法、投入するタイミングなどを書き出します。できることから見えるように形にしていきながら、微調整を繰り返していきます。あまり時間とお金を掛けないようにして、実際に運用を始めます。まずやり始めることが良いアイデアを出すことに結び付いていきます。
形が決まれば、できるだけ毎回使える通箱に仕立て上げていきます。そしてルールや置き場なども明確にして、できれば写真を撮っておき、横展開や改善の経過のノウハウにもしていきます。通箱ができれば、梱包作業や検数作業が非常に簡素化され、箱カンバンにも使うことができ、総量規制もできます。また繰り返し使うので、余分な緩衝材なども使う必要もなくなり、工数と経費の削減が可能になります。通箱を使うようになれば、④搬送の作業で、台車を使った工夫もすぐに考えられるようになります。手で持って運搬するのではなく、台車に載せてそのまま工程間を行き来させます。
さらに工程間の入りと出の高さを揃えると、置き換え作業が非常に楽になります。さらに簡易AGV(無人搬送車)、からくりを使った無動力の台車も頭に浮かんできます。さらに台車に工具を載せたり、部品を載せたりすれば、次工程のサブアッシーの台車に応用ができます。そのような工夫が工程間をつなぐことでヒントが見え始めるのです。
3.工程間だけでなく、仕入先や客先までつないでみる
この前後工程の搬送だけでなく、これが上手くいけばすぐに仕入先様とやり取りを始めたいものです。入荷場を観察すれば、どのような梱包方法か、どんな梱包材を使っているのか、過剰な包装になっていないか、面倒な開梱作業になっていないか、廃棄する緩衝材がどれだけあるか、作業にどれくらい時間がかかっているか、安全な作業が行われているかなど、多くの問題点や課題が発見できます。特に工場の出口よりも入り口の方には改善のメスが余...