
1. バフ研磨
バフ研磨は琢磨と呼ばれる時もあります。バフ布と呼ばれる専用の布に研磨材を付着させ、それによって試料を研磨します。研磨材の材質としてはダイアモンドやアルミナなどの硬い材料が使用されます。
研磨材のサイズは、15μm、9μm、6μm、3μm、1μm、0.25μmなどが市販されています。研磨紙で#1000~#2000程度まで研磨した場合、研磨材9μm~3μm程度からバフ研磨を始めます。
研磨材の状態としてペースト状や液状のダイヤモンドサスペンションがあります。また、ダイヤモンド研磨材は多結晶タイプと単結晶タイプがあります。多結晶タイプは研磨による加工ひずみが小さく、仕上がりがキレイです。一方、単結晶タイプは研磨力が高く、よく研磨できます。
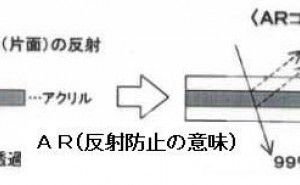
また、試料と研磨材の潤滑をよくするための潤滑材やルーブリカントもあります。そして、最終仕上げの研磨材として液状で50nm程度のアルミナやコロイダルシリカがあります。アルミナやコロイダルシリカはpHがアルカリ性なので、使用時には注意が必要です。これらを使用すると非常にきれいな鏡面仕上げができます。
バフ布も各研磨メーカーが様々なバフ布を販売しています。バフ布は使用する研磨材のサイズによってある程度分けられています。例えば15~6μm用、6~1μm用、1μm以下用などです。研磨メーカーによってバフ布、研磨材サイズ、試料の組合せもある程度想定しているので、それに準じた使用を推奨します。
バフ布の傾向として、大きい研磨材用のバフ布ほど硬く、細かい研磨材用のバフ布ほど軟らかいです。また、仕上げ用のバフ布には適度に毛羽があるものもあります。
2. 電解研磨
研磨・琢磨はいずれも硬い研磨材を使用して、試料表面を削っている機械的研磨です。機械的研磨は研磨材のサイズが小さくなるほどひずみも少なくなりますが、完全になくすことはできません。それに対して電解研磨(化学研磨)という方法もあります。
これは電解液に試料を浸して電気を流すことで、表面を研磨します。電解研磨では試料表面の凸部を溶解させることで平らに研磨します。電解研磨を行うと試料にひずみを与えずに鏡面仕上げができます。
しかし電解研磨はあらかじめ#1000程度まで研磨した試料面に対して効果を発揮します。#240のような粗研磨では凹凸が大きすぎて適切に電解研磨することができません。電解研磨は銅のように軟らかく、機械研磨でひずみが残りやすい試料を鏡面に仕上げることができます。また、試料が複数の相で構成される時は、どの相でも全体的に電解研磨されることが望ましいです。また、コロイダルシリカの液には電解研磨の作用もあるの...


















![金属材料基礎講座[機能材料・強度設計コース]](https://assets.monodukuri.com/product/photo/5a73d3e9-bfc0-4c45-a6ba-2fc4e284732d.jpeg?d=0x0 "金属材料基礎講座[機能材料・強度設計コース]")








