生産管理システムの導入にあたっては、対象工場の製品、製造方法、特性にあった生産管理手法の導入が求められます。部品加工メーカにおける生産管理に適した生産管理手法に「追番管理」があります。トヨタ系の部品会社などで活用されています。
「追番管理」は「流動数曲線管理」とも呼ばれており、戦前の中島飛行機が発祥といわれています。日本生まれの生産管理手法で、基準日からの累積生産数量を使って生産進捗状況を管理します。MRP生産管理システムが苦手としている仕掛品在庫の管理や納期管理に効果を発揮します。追番管理の基本は累積製造数字の見える化です。それを実現するために図1のような累積生産数字のグラフ(流動数曲線グラフ)を作って製造の進捗状況を監視します。図1から5で、流動数曲線グラフ、生産の進捗状況、仕掛品在庫量、リードタイム、工程バランスなどを以下に説明致します。図2から5は、部品加工工場が使うことを想定した簡単な流動数曲線グラフの見方を示したものです。
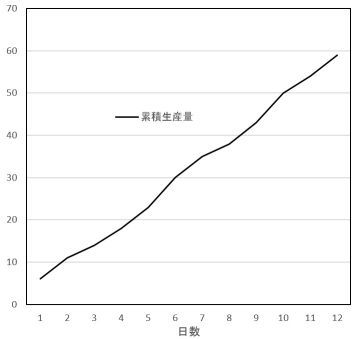
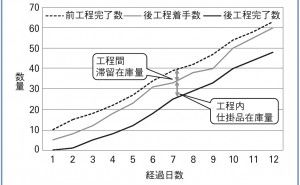
図1.流動数曲線グラフ
1.進捗の確認(図2)
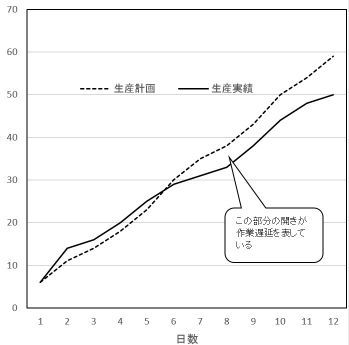
図2.進捗の確認
流動数曲線グラフの累積生産計画線と累積生産実績線を比べることで、生産計画に対する製造現場の進捗状況の確認ができます。
2.仕掛品在庫の把握(図3)
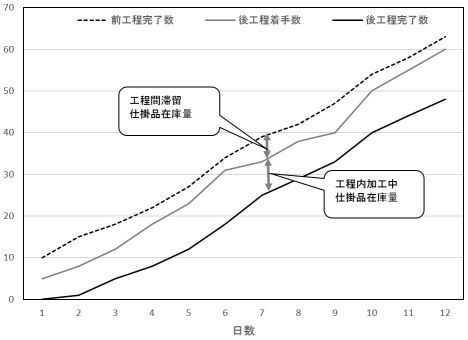
図3.仕掛品在庫の把握
流動数曲線グラフ表示にした累積着手数線と累積完了数線の縦の間隔が仕掛品在庫をあらわします。両者の間隔が広がっていると仕掛品在庫や滞留在庫がたまっていることを示します。
3.リードタイムの把握(図4)
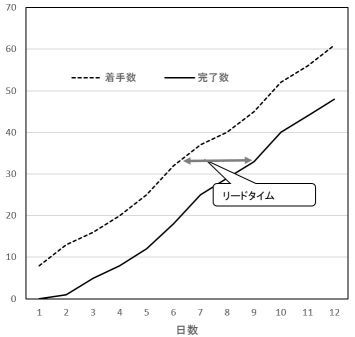
図4.リードタイムの把握
流動数曲線グラフの累積着手数線と累積完了数線の横の間隔がリードタイムです。この間隔が広がると納期遅れが発生します。
4.工程バランスの管理(図5)
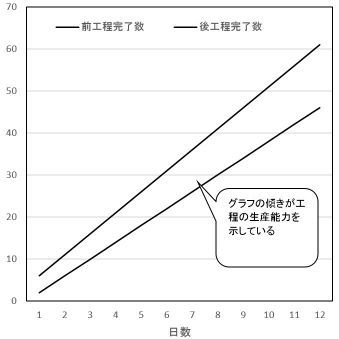
図5.工程バランスの管理
流動数曲線グラフの累積完了線の傾きが生産工程の処理能力を示します。この傾きがなだらかだと当該工程の処理能力不足が疑われます。さらに各工程の累積完了線の傾きに差がある場合は、工程バランスがとれていないことを表しています。
5.納期回答(図6)
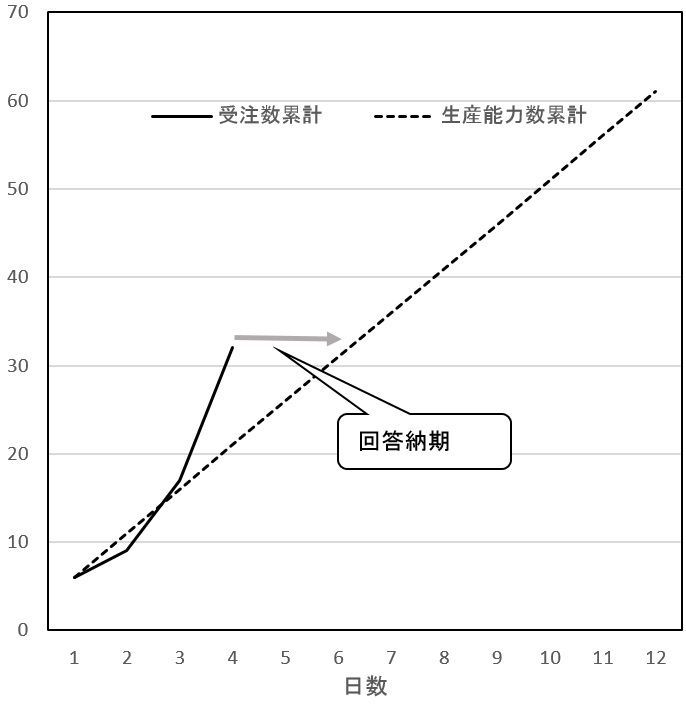
図6.納期回答
受注量の累計と生産能力のグラフを比較することで、その時点で受注した場合の対応可能な納期を回答することができます。
以上のように、流動数曲線グラフを見るだけで、生産の進捗状況、仕掛品在庫量、リードタイム、工程バランスなどがすぐにわかり、工場の生産に問題があれば生産管理手法「追番管理」で問題を把握することができます。