1. 自動車組立ラインに学ぶ
原価低減の取組は、物流費を構成する様々な原価を低減することで利益向上に貢献していこうという取組です。その物流費の中でも最も大きな比率を占めているのが労務費であると思われます。物流業もある意味で労働集約型産業ですから人手による仕事が多く、そこに改善の目を向けるべきだと考えられるのです。もしかしたら人が多くかかっている倉庫などは労務費改善に取りかかっているかもしれません。今の作業の動作をいかに小さくしていくか、常にこのような考え方で実行していれば結構いい線行っているかもしれません。しかし、まだまだ多くの物流現場では作業を作業者任せにしているケースが多く、仕事の速度もゆったりとした感じがします。これについて改善する、つまり「仕事のペースを明確に標準化」し、「きっちりとした作業編成」を組んで手待ち時間を無くし、「標準通りの仕事」をさせることによって大幅な労務費改善が可能であると考えられるのです。
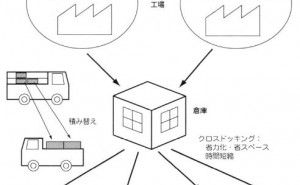
その「大幅な」とはどれくらいでしょうか。今まで標準化に取り組むことなく作業のペースを作業者任せにしている現場であれば半減も不可能ではありません。皆さんは自動車工場の組立ラインをご覧になったことはあるでしょうか。生産ラインはコンベアで動いていますので、仕事の対象はどんどん動いて行ってしまいます。従って決められた仕事を標準作業通りにこなしていかないと、組立作業自体ができなくなってしまうのです。もちろん、作業中にトイレなどには行けませんから体調管理もしっかりと行っておかなければなりません。物流会社の人が自動車組立ラインを見ると目を丸くして驚かれ、「この作業を一日続けるのですか」と質問されます。これに対する答えは「いいえ」ということになります。一日どころか勤務している期間はずっとそのスピードで仕事をしているわけですから。自動車組立ラインの場合にはコンベアが作業のペースメーカーになっています。物流でもこれと同じようなペースメーカーをつくることで労働生産性は高まり、労務費改善へとつながるのです。
2. 稼働時間内ロスタイム

物流現場の労務費改善を進めるためには、物流作業者各人が稼働時間内でいかに「本業のみに時間を使っているか」にかかっていると思います。本業以外の時間にはどのようなものがあるか見ていきましょう。
・ ミーティング時間:これは始業時の朝礼や終業時のミーティングです。
・ 休憩時間:昼休み以外に労働時間の間に入れる休憩時間です。
・ 休憩時間:昼休み以外に労働時間の間に入れる休憩時間です。
この二つで通常35分位ですから、一日8時間労働としてその約7%を占めます。7%だけ物流作業ができないということになります。これらはあらかじめ決められた時間と言えますが、それ以外にも日々仕事ができていない時間があります。
・ 作業編成ロス:今の仕事と次の仕事の間にできる「空き時間」のことです。やる仕事が無いために時
間が空いてしまうものもこの中に含まれます。
・ 材料切れなどによる手待ち:梱包するときに製品が無い、ピッキングするときに製品が無いなど、仕
事をやろうとしているのに仕事の対象物が無いために手待ちが発生する場合があります。
以上のような時間は付加価値を全く生み出さないロスタイムだと考えられます。このような時間が一日の内どれくらいありますでしょうか。このロスタイムだけをつぶすだけでも数%の生産性向上が可能であると考えられます。まずは稼働分析などを実施し、実態を把握することから始めるべきではないでしょうか。ミーティングは情報伝達、情報共有化のためには必要なものですが、あまり時間をかけると生産性低下につながります。現場に管理ボードを掲げ、誰でも見られるようにすることでミーティング時間を短縮する方法も考えられます。次に考えなければならないのが作業スピードです。自動車工場の組立ラインはコンベアスピードが仕事のスピードになりますので、そのラインに従事している人は皆同じ速度で仕事をしていくことになります。では、物流現場ではどのようにスピードコントロールをしていったら良いでしょうか。
3. 物流作業進捗を確認する
物流現場における作業スピードについて考えていきましょう。大前提となるのはいつも申し上げている通り、作業ペースを作業者に任せてはならないということです。そのためには必ず標準作業を設定し、その作業に標準時間を付けることです。例えばポリ袋梱包は一袋当たり0.30分、高架ラックへのフォークリフトによるパレット格納は0.38分といったように一つ一つ標準時間を定めることです。この標準時間に基づきその職場の作業人員を算出します。標準時間に処理数量を乗じることで作業時間が求められます。その作業時間を作業者一人当たりの稼働時間で除することで作業人員が算出できるのです。
ポイントは作業量に応じた作業人員を投入することであり、それより多い人員を作業現場に配置...