トラブルのない上手な粉体装置・設備のエンジニアリング
-物性、プロセス組立て、配置、臨機応変設計、スケールアップ、トラブル対策-
受講可能な形式:【Live配信】のみ
粉体プロセスの組み立て方を徹底解説!
本セミナーでは、粉体設備や単体の粉体機械の計画、設計、運転管理に必要な知識について、講師が粉体装置のプロセス設計や粉体プラントの計画・設計を行う中で経験してきたこと、掘り下げて考えてきたことを整理し、実際に役立つ例を多く挙げながら、丁寧に解説する。
セミナー趣旨
まず粉体設備において基本となる物性の測定法からプロセス値を決める考え方を示し、プロセス組み立ての手順、配置計画、バッチと連続の組み方、製造のタイムスケジュールなどの検討方法を示します。また原料や生産量などの各種の変更に対して臨機応変に対応できる設備の考え方について解説します。最後に粉体プラントのトラブルについて特にスケールアップにおける例を挙げながら説明します。付録資料として、粉体を取り扱うコツ、および粉体物性測定法を載せます。また、粉体設備のように多くのアイデアを出しながら設計・計画を進めていくために有用な、発想のためのアイデアヒント集とアイデアを出すためのChatGPTの利用法を掲載します。新たに7章を加えて、粉体の諸操作における考え方も学びます。
テキストは分かりやすい文章形式で復習に役立ち、トラブル例などを設計やトラブル検討時に参照できます。本講座は、粉体設備全体はもちろん、単体の粉体機械の計画、設計、運転管理にも有用です。
受講対象・レベル
・粉体設備・装置の設計、計画に携わる方
・粉体工場の全体計画、工程管理・運転を担当する方
・粉体機械の設計、納入を担当する方
・粉体を扱う設計、現場、研究開発担当者(初任者も可)
習得できる知識
・粉体設備・装置に関わる実務的な基礎知識が得られる
・計画・設計するための考え方が身につく
・粉体の扱いにくさの内容が具体的に分かる
セミナープログラム
第1章 プロセス値の決め方
1.プロセスの基準となる物性値
1.1 粉体の主な基本物性
1.2 適正なサンプルと物性値の余裕の意味
2.プロセス用物性値の測定例
2.1 安息角
2.2 かさ密度
2.3 付着・閉塞・固結
2.4 偏析試験
2.5 摩耗試験
3.スケールアップの基準
3.1 スケールアップ検討が行われる対象の例
3.2 スケールアップしにくい対象の例
4.補外(外挿)の難しさ
4.1 安息角の推定
4.2 エアスライド
4.3 粉砕と風力分級
5.処理能力の適正な余裕
5.1 一般的な設計余裕
5.2 連続流れのときの上流・下流の能力
5.3 バッチ操作の場合の能力
第2章 プロセス組み立ての流れ
1.プロセス組み立ての手順
2.ブロックフローの作成
3.プロセスフローの作成
4.輸送方法の特徴とプロセスへの適用
5.機器データサマリー(機器の主要仕様リスト)
6.エンジニアリングフローシート
6.1 配管類
6.2 計装制御
第3章 設備の配置計画
1.プロセスと配置
1.1 フローならび型の配置
1.2 同種機器ブロック型の配置
1.3 分散配置型
1.4 汎用ロボット配置型
2.高さ関係からみた配置
2.1 重力を最大限利用する配置
2.2 最初の搬送以外は重力利用の配置
2.3 1フロア型
2.4 中間型配置
3.粉体を移動させる方向と方法
3.1 自由落下
3.2 ほぼ水平に移動させる方法
3.3 斜め上方に移動させる方法
3.4 鉛直上方向に上げる方法
3.5 空気輸送
3.6 移動容器システム
4.配置計画における注意と工夫
4.1 配管を短くする
4.2 空間の利用を考える
4.3 操作上の無理をなくす
4.4 メンテナンスの作業を容易にする
4.5 取り扱う物の置き場と搬送経路を考慮する
4.6 機器の搬入・据え付けを考慮する
4.7 機器間の常識的なクリアランスを確保する
4.8 緊急時の通路を確保する
4.9 ステージおよび階段設置の原則を守る
4.10 将来の増産・増設に備える
4.11 忘れている物はないかチェックする
5.高さを縮めるために
5.1 低くなる機種を選定する(なければ作る)
5.2 低くなる機種やメーカーを捜す
5.3 機器の形を変える
5.4 接続部分を短くする
5.5 1バッチの量を減らす
5.6 ピットを掘る
第4章 バッチ処理と連続処理
1.バッチ処理と連続処理の違い
1.1 バッチと連続の経済性
1.2 処理の流れ
1.3 操作間バッファ槽の要否
1.4 装置内の滞留時間
1.5 製品品質の差
1.6 ロット管理
1.7 品種が多いか変動する生産
1.8 制御の方式
2.粉体の単位操作におけるバッチと連続
3.バッチか連続かの選択
3.1 連続混合機内の粉体の動き
3.2 簡便な連続混合
3.3 カスケード型の混合
第5章 製造運転のタイムスケジュール
1.プラントの処理能力とタイムスケジュール
1.1 一貫連続ラインの場合のスケジュール
1.2 全部の工程の生産を同時に開始
1.3 バッチシステムの場合のスケジュール
2.故障を考慮した生産計画と保証
2.1 稼働率と故障
2.2 故障の種類
2.3 故障に関する保証
2.4 製品保証と製造物責任
3.複数の空気輸送機の並列運転
3.1 並列運転の意味
3.2 複数の輸送機を並列で使用する場合の比較)
3.3 空気輸送機3台を使ったスケジュールの例
4.並列の多くの装置を均等に使用する方法
4.1 単純な方法
4.2 質量管理する方法
4.3 順送りする方法
4.4 システムを組むときの考え方
第6章 物質やラインの変更と対応
1.プロセスに影響を及ぼす生産の変更と対応
2.製造ラインの系列数
3.ハンドリング上の対応
3.1 空気輸送の障害
3.2 計量精度
3.3 流動化特性
3.4 貯槽の排出
3.5 各所への残留
4.配置の変更への対応
4.1 空気輸送
4.2 機械式輸送
4.3 移動式または移動可能な工夫
4.4 増設のスペース
4.5 重力利用型の配置の変更
5.洗浄のシステム
6.移動容器システムの採用
7.制御システムの対応
第7章 粉体の諸操作から学ぶ考え方
1.粉砕のサイズと方法
1.1 粉砕の概略の分類
1.2 粉砕の機構
2.粉砕のエネルギー理論にみる考え方の統合
2.1 Rittingerの式 1867年
2.2 Kickの式 1883年
2.3 Bondの式 1952年
2.4 エネルギー論を過信したスケールアップの失敗
3. 粉砕における閉回路
3.1 閉回路粉砕とは
3.2 閉回路粉砕の構成
3.3 閉回路粉砕の利点
3.4 粉砕機の閉回路的な機構
4. ふるい目の許容差の考え方
4.1 JIS試験用ふるいの規格
4.2 産業用ふるいの誤差
4.3 誤差はつきもの
5. ふるいの通過確率と偏析
5.1 ふるいの通過確率と分離粒子径
5.2 ふるい分け過程における偏析
6. 完全混合と通常の粉体混合
6.1 完全混合状態の意味
6.2 混合をどこまでやればよいか
7. 供給機の構成と機能
7.1 供給機の構成
7.2 目的に応じた呼称
8.定量供給の方式
8.1 コンスタントフィードウェア
8.2 質量管理型の間欠式定量供給:ダブルホッパ・フィーダ
8.3 その他の方法
9. バッチ計量の精度
9.1 計量の精度
9.2 誤差が大きい要因をつきとめる重要性
9.3 粉体のバッチ計量における秤量器以外の誤差
第8章 粉体プラントにおけるトラブルと対策
1.トラブルに対する心構え
1.1 トラブルは発生する
1.2 原因はさまざまである
1.3 心構え
2.トラブルが発生する工程とトラブルの内容
3.粉体トラブルの分類と具体的な事象
4.トラブルが発生するタイミング
5.取り合いにおけるトラブル
5.1 全体配置上の問題
5.2 機器の付属物による配置上の干渉
5.3 取り合い部の規格と所掌範囲
5.4 分野ごとの常識の違い
6.実際のトラブルと対策の例
6.1 空気輸送配管施工不良による食品調味料の閉塞
6.2 特殊カオリンの貯槽での閉塞とシュートへの付着
6.3 輸送機が原因の粉じん爆発
7.プラントのスケールアップ比率の考え方
7.1 流体(気液)プラント
7.2 微生物を扱う発酵プラント
7.3 医薬品製造プラント
7.4 粉粒体プラント
8.スケールアップに伴うトラブル
8.1 偏析トラブル
8.2 高濃度空気輸送
8.3 機械式輸送
8.4 貯槽の粉体圧
8.5 供給速度
8.6 フラッシング
8.7 凝集・付着・固結
8.8 粒子の軟化
8.9 ジェット(高圧気流)粉砕
□ 質疑応答 □
追加資料1『粉体を取り扱うコツ』
1. 粉体、粒体、ナノ粒子の違い(サイズによる取り扱いの違い
2. 粉体、ナノ粒子の効用(粉体の形状で扱う利点と特徴)
3. 粉体と液体の違い(設備における差を多面的に解説する)
4. 粉体を扱う上での落とし穴(扱いの違いに影響する物性を明確にする)
5. 面倒な扱いをなくすために(扱いの難しさを数値化してトラブルを抑え込む)
追加資料2『粉体物性測定法』
1. 粒子径
2. 粒子径分布
3. 代表粒子径
4. サンプリング
5. 粒子径測定法
6. 比表面積(径)の測定
7. 粒子の密度
8 .粒子の形状
9. 粉体層の剪断特性
追加資料3『発想に役立つ資料集』
付録1 オズボーンのチェックリストなど
付録2 TRIZの発明原理 40項目
付録3 発想に役立つこぼれ話
付録資料4『ChatGPTをアイデアに役立てる利用法』
セミナー講師
フルード工業(株) 執行役員 研究開発室長 小波 盛佳 氏
(工学博士、技術士(機械部門)、鹿児島大学非常勤講師)
【プロフィール】
横浜国立大学大学院修了後、日曹エンジニアリング㈱で粉体物性解析、機器の開発、粉体プラントのプロセス設計・プロジェクト、制御システム開発・設計や半導体関連の設備・装置の開発・設計に従事。新規事業開発部長、技術開発研究所長を歴任。現在は、粉体機械・設備の解析、コンサルタントを行う一方、学生・社会人向けに講義。
専門の著作190件余、講演360件余。鹿児島大学客員教授、横浜国大・千葉大・非常勤講師を歴任。月刊粉体技術誌編集委員36年。現在、芝浦工大講座講師、日本創造学会研究倫理委員長、日本技術士会千葉県支部技術者教育支援委員長。他に「技術文書」、「技術発想」、「粉体トラブル防止」のセミナーを実施。
セミナー受講料
※お申込みと同時にS&T会員登録をさせていただきます(E-mail案内登録とは異なります)。
55,000円( E-mail案内登録価格52,250円 )
E-Mail案内登録なら、2名同時申込みで1名分無料
2名で 55,000円 (2名ともE-mail案内登録必須/1名あたり定価半額27,500円)
【1名分無料適用条件】
※2名様ともE-mail案内登録が必須です。
※同一法人内(グループ会社でも可)による2名同時申込みのみ適用いたします。
※3名様以上のお申込みの場合、1名あたり定価半額で追加受講できます。
※請求書(PDFデータ)は、代表者にE-mailで送信いたします。
※請求書および領収証は1名様ごとに発行可能です。
(申込みフォームの通信欄に「請求書1名ごと発行」と記入ください。)
※他の割引は併用できません。
テレワーク応援キャンペーン(1名受講)【オンライン配信セミナー受講限定】
12月1日からの1名申込み: 受講料 41,800円(E-Mail案内登録価格 39,820円 )
※1名様でオンライン配信セミナーを受講する場合、上記特別価格になります。
※他の割引は併用できません。
受講、配布資料などについて
ZoomによるLive配信 ►受講方法・接続確認(申込み前に必ずご確認ください)
アーカイブ配信 ►受講方法・視聴環境確認(申込み前に必ずご確認ください)
配布資料
- 製本テキスト(開催前日着までを目安に発送)
※セミナー資料は開催日の4~5日前にお申し込み時のご住所へ発送致します。
※間近でのお申込みの場合、セミナー資料の到着が開催日に間に合わないことがございます。
関連セミナー
もっと見る




関連教材
もっと見る





関連記事
もっと見る-
プラスチック分解微生物とは?求められる背景や仕組みについて解説
プラスチックは私たちの生活に欠かせない素材ですが、その便利さの裏には深刻な環境問題が潜んでいます。毎年膨大な量のプラスチックが廃棄され、海洋や土壌に蓄... -
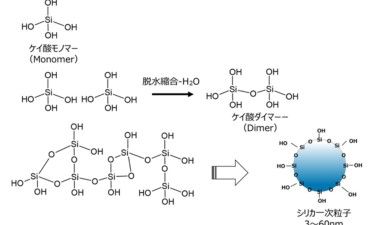
非晶質シリカ、その種類と特異的な細孔の構造について
【目次】 1. 非晶質シリカの種類とその特異的な細孔の構造について シリカを構造で分けた場合、結晶性と非晶質に大きく分けられ、同じ...