不良品の市場流出を防止したい
873件中 661~680件目
-

ISOは組織に改善の機会を与える(その1)
ISO品質及び環境マネジメントシステムの2015年改訂は組織にとって絶好の『改善の機会』と捉えて下さい。実際に2015年版を構築された企業では、経営者は... -
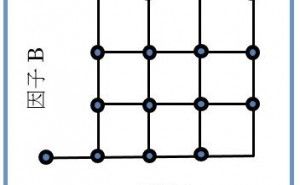
信頼できる結果を得るために統計的手法の活用を
昔の事になりますが、配属された職場の先輩の下である実験を手伝いました。先輩は図1のような計画をたてました。2つの量的因子A、Bの効果を確認する実験でした。... -
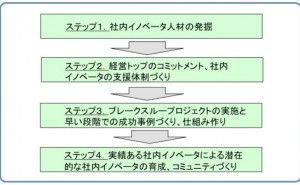
社内イノベータ発掘 :社内イノベータの思考と行動(その1)
1.高利益製品を連続的に創出するためのマネジメントサイクル構築ステップ:社内イノベータの発掘 高利益製品を連続的に創出するためのマネジメントサイク... -
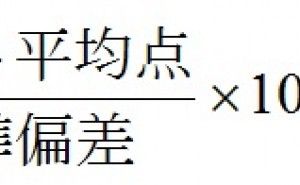
マハラノビス距離が必要な理由
タグチメソッドのMT法で一気に有名になったマハラノビス距離ですが、判別分析という昔ながらの統計的手法にも使われています。又、難しい式だと思われそうですが... -

4M変化点(4M変動)管理 4つの重要ポイント
そもそも、4M変化点(4M変動)管理を行う目的は何でしょうか?重要なキーワードは「日常管理のしくみ」「先手管理」「重点管理」「予測できる変化点」「予測で... -
品質工学の望大特性SN比と望小特性SN比活用時の注意点
望目特性と同じ静的SN比の仲間に望大特性と望小特性があります。これらの静的特性は機能研究の場にふさわしくないといわれながら、一方でよく使われているという... -

物流技能向上プログラムの導入 物流人財育成(その6)
【物流人財育成 連載目次】 1.物流マンへの期待値 2.物流IEを育成する 3.物流技術スタッフを育成する 4.物流現場管理を... -

物流現場管理を導入する 物流人財育成(その5)
【物流人財育成 連載目次】 1.物流マンへの期待値 2.物流IEを育成する 3.物流技術スタッフを育成する 4.物流現場管理を... -

品質工学の望目特性SN比の公式活用時注意点
品質工学ではSN比を評価指標とするのが最大の特徴です。このSN比というのは、本来通信工学あたりで使われていたものですが、ノイズに対する信号成分の比という... -

物流技術スタッフを育成する 物流人財育成(その4)
【物流人財育成 連載目次】 1.物流マンへの期待値 2.物流IEを育成する 3.物流技術スタッフを育成する 4.物流現場管理を... -

物流IEを育成する(後編) 物流人財育成(その3)
明日の物流を支える物流人財の育成について、6回に分けて解説します。前回のその2に続いて解説します。今回は、物流IEを育成するの後編です。 ◆物流... -

物流IEを育成する(前編) 物流人財育成(その2)
【物流人財育成 連載目次】 1.物流マンへの期待値 2.物流IEを育成する 3.物流技術スタッフを育成する 4.物流現場管理を... -

物流マンへの期待値 物流人財育成(その1)
【物流人財育成 連載目次】 1.物流マンへの期待値 2.物流IEを育成する 3.物流技術スタッフを育成する 4.物流現場管理を... -
品質工学のSN比をベクトルから考える
代表的なばらつきといえば、Range(範囲)、標準偏差をいいますが、これらは相対的なばらつきではありません。そこで、たとえば標準偏差が1mmと2mmでど... -

生産スピード向上と品質管理
電子メールやインターネットの普及により、ビジネスのグローバル化が大きく進みましたが、IT技術の進歩は、品質管理の方法も進歩させました。20数年前は製造条... -
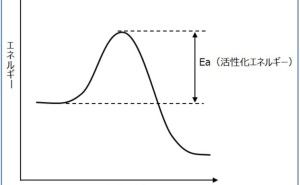
製品設計においてアレニウスの式を活用するには
【目次】 1.加速試験とアレニウスの式 プラスチックやゴム、接着剤などの有機材料は熱や水分などにより少... -
全社的品質管理活動の第一歩とは
企業はサービスを提供しお客様から対価を得る事で経営が成り立ちます。サービスに満足し継続して利用していただくにはお客様目線で考えることが大切です。私には幼... -
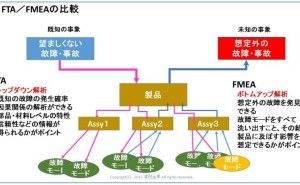
FMEA / FTAとは
【目次】 ▼さらに深く学ぶなら!「FMEA」に関するセミナーはこちら!※本記事を執筆した専門家「濱田金男」が提供するセミ... -
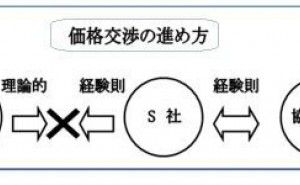
コストを明確にして、評価できる人材を育成する(その1)
コストを明確にして、評価できる人材を育成する過程を、次のS社を例に、二回に分けて解説します。 1.S社の背景 S社は、印刷機械の受注の窓... -

品質保証、品質管理の考察
品質保証と品質管理の違いは何でしょうか、一つの企業に、品質管理部と品質保証部の両方がありませんか、どちらか一方しか無い会社もあると思いますが、品質管理部...











