1.設計標準と最適なコストの例
前回のその2に続いて解説します。炭素鋼板という材料を用いて、機械に取り付けるカバーを設計するとします。形状は、L字に曲げます。そして、L字に曲げたかど部分の近くにタップ穴があいています。このカバーは、通常NCTプレス(タレパン)⇒ベンダー(曲げ)の2工程で製作できます。
しかし、タップ穴が、かどの部分に近すぎるとどうなるでしょうか。製作方法は、NCTプレス(タレパン)⇒ベンダー(曲げ)⇒ボール盤(穴、タップ加工)になります。これは、タップ穴をあけてから曲げようとすると材料がのびてしまって、丸形状ではなくなってしまうからです。このため、タップ穴を後から加工するのです。当然工程が増えることによって、コストは上昇してしまいます。この場合、タップ穴は、かどの部分にどこまで近づけても2工程で済むのかということになります。これが、設計標準基礎データです。次に、設計標準の基礎データについて、参考例を掲げます。業種は、事務機器関係です。
2.事例:設計標準の基礎データ
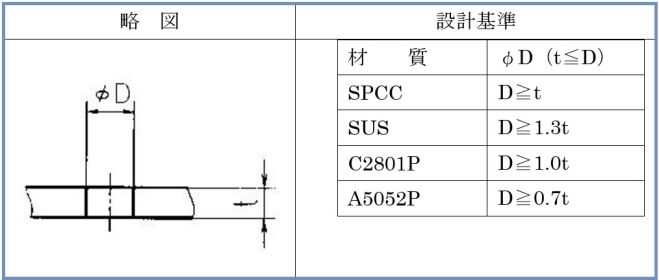
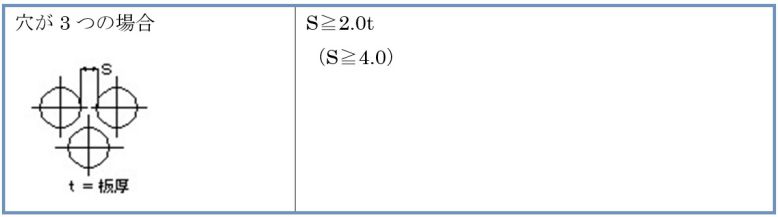
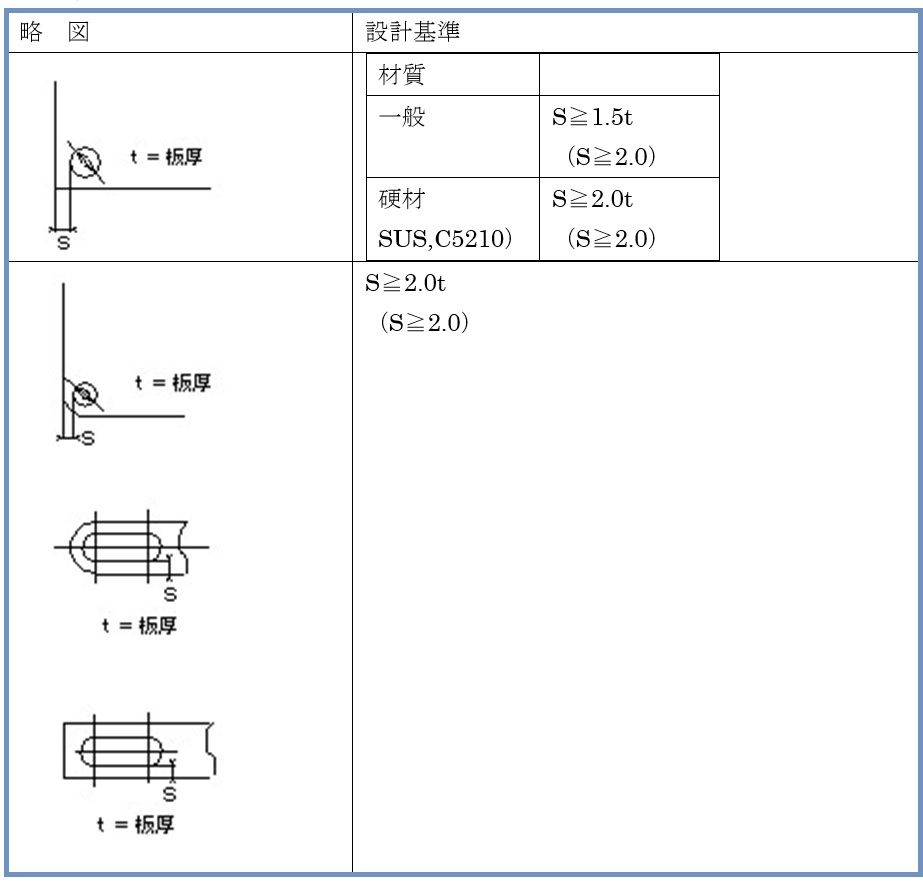
設計標準:ブレス部品 1. 適用範囲 2. 打抜き加工部品
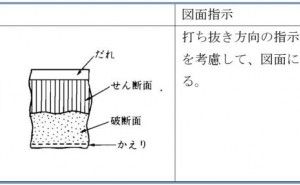
2.1 打抜き方向の指示
【ポイント】
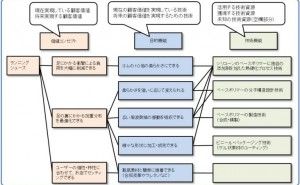
1.打抜き方向指示の優先順位
①.任意:コスト優先に工程設計できる。
②.片面指定
③.片面&部分指定:機能主体の工程設計が出来る。
②.片面指定
③.片面&部分指定:機能主体の工程設計が出来る。
2.摺修動部分がある場合、バリの影響を受ける場合、③を採用する。
3.任意の場合も加工先とバリの方向を協議していくことが、好ましい。
4.打抜き端面の処理
①.表面処理鋼板を使用した場合
②.「端面サビ可」を指示するか。
②.「端面サビ可」を指示するか。
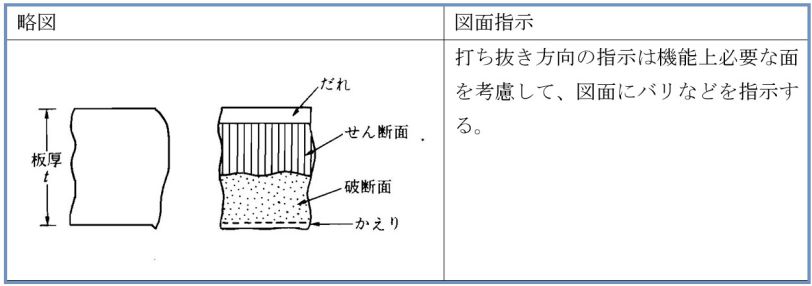
2.2 せん断面の指示
製品機能上、50%以上のせん断面が必要な場合には、図面記事に必要なせん断面(%)を指示する。
【ポイント】
1.通常クリアランスでのせん断では、板厚の35~50%になる。
2.50%以上の場合、シェービング(0.7t~)、ファインブランキング(0.9t~)を行いと良い。
2.3 打抜きバリの指示
バリ不可の場合、図面にその場所と範囲を指示する。
「指示なき箇所のバリは
①.板厚の+公差の範囲内
②.板厚の10%以内。ただし、0.3㎜以下は15%まで可。
①.板厚の+公差の範囲内
②.板厚の10%以内。ただし、0.3㎜以下は15%まで可。
【ポイント】
1.バリの程度は、製品安全上
2.バリ不可指示の場合、バリ取り工程を追加する。
3.製品機能上、できるだけバリがあっても影響の出ない設計を進める。相手部品が樹脂である場合には
2.バリ不可指示の場合、バリ取り工程を追加する。
3.製品機能上、できるだけバリがあっても影響の出ない設計を進める。相手部品が樹脂である場合には
相手部品にバリ逃げ処理をすることも一つの方法である。
4.小物は、バレル加工でバリを除去する。ただし、平面度や曲げ角度の厳しいものは不可。
5.バリを経済的に取る方法にC面打ちがある。2工程以上の場合、バリ取りパンチを組み込...
4.小物は、バレル加工でバリを除去する。ただし、平面度や曲げ角度の厳しいものは不可。
5.バリを経済的に取る方法にC面打ちがある。2工程以上の場合、バリ取りパンチを組み込...