
「忙しいから」「人がいないから」これは、どこの企業も条件は同じです。工夫して時間を捻出している企業が勝ち組となります。つまり、生産性を上げる ⇒ その時間で付加価値業務を増やす ⇒ 利益が生まれる、と言う構図です。中小企業にとって、いかに時間を捻出して「教育」「業務改善」の時間に充てられるかが勝敗の分かれ目です。そこで、QCサークル活動をどのように進めていくか、ある製造現場の事例から解説します。
1. 製造現場からの質問
製造現場から、次のような質問がありました。
『 小集団活動のメンバーは、学歴は様々、文章を書くのが苦手、人前で報告や発表などしたことがない人ばかりで、理解力もさまざまです。私は、QCサークル活動のアドバイザーで、彼らの活動の士気を下げないように気を配っているのですが、例えば、彼らが作った特性要因図に多少おかしいところがあったとしてこの先、大きなつまずきや問題が起きることがあるかどうかを聞きたいのです。
ちゃんとした特性要因図ができるかできないかは、小集団活動レベル(言い方は彼らに失礼ですが)では大きな影響はないのではないかと思っていて、それよりも士気を下げないことの方が重要ではないかと思うのですが、その考え方が間違っているかどうかを知りたいのです。
小集団活動をはじめた頃に比べ、メンバーのほとんどが現場を改善しようという目で、仕事をしていることに大変満足しています。仕事に向き合う態度・考え方が随分と変わったと感じています。それは、やはりQC手法を使った活動をしているからだと思います。
ただ、時には問題点の発見→即解決策を思い浮かべ、そのほかの案は最初に思い浮かべた案より優れていないことを確認するというように活動ストーリーが後付けになることもあります。それでもいいと思っています。
根本的な改善は技術部や技術スタッフの仕事と思っております。発掘したテーマで技術的、コスト的に対応できないものを技術部へ提案できればいいと考えています。以上について、考え方は間違っているでしょうか? 』
2. 回答事例
とても真剣に考えられており共感が持てます。そもそも小集団活動を行っている目的は何でしょうか?
小集団活動が新人の教育も兼ねて、職場の改善を行おうとしているのであれば、問題を正しく捉えて原因を究明し、それを解決していく手順、手法を正しく教え納得してもらいながら進めるべきです。なるほどと納得できれば士気も上がるでしょう。コミュニケーションの場として職場内の人間関係を円滑にするためであるなら、QCストーリーやQC七つ道具は用いなくても良いでしょう。
QCストーリーや、QC七つ道具は一定の品質管理知識や経験を得てからでないと使いこなすのは相当難しいと思いますので、サポーターとしてご苦労はあると思いますが、あまり無理せずに現状を見ながら正しい品質管理の活動にもっていくよう知恵を絞り指導されて行かれることが大切と思います。
現場の問題は放置することなく、発生したらすぐ対策することが求められるわけであって、必ずしもQCストーリー通り活動するテーマばかりではありません。やってみてだめなら次の対策を打つという、試行錯誤の繰り返しとなることも多いと思います。
QCストーリーが成り立つのは、失敗が許されない大きなテーマをプロジェクト活動で解決する場合に限られます。職場の小カイゼンをあたかもQCストーリーで解決したようにまとめるより、試行錯誤で行った改善、失敗談も含め、ありのまま発表した方がかえって、共感を得るとともに、他のサークルメンバーにも役に立つのではないかと考えております。
QCサークル活動の目的、期待する効果、活動の枠組みなどを明確にして、旧来からの形にこだわらず活動されることを望んでおります。

3. 活動が進まない理由
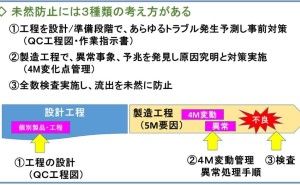
QCサークル活動(小集団活動)は、時代とともに変化していきます。工場で実施される改善活動は大きく分けて3種類があります。その中で、QCサークル活動はどこに位置付けるのか明確にしなければなりません。QCサークル活動がうまくいかない、進まない、沈滞気味などの悩みを抱えている企業は非常に多く、活性化を図るにはどうすればいいか、様々な取り組みを模索しています。そこで、新しいQCサークル活動の在り方を考えてみましょう。
QCサークル活動を主体とするTQCや、その後導入が進んだISO9000の品質マネジメントシステムも、ものづくりの「現場の実態」から大きくかけ離れてたものになっています。
(1)今求められる品質とは
TQCは実際はQCサークル活動を主体とした、現場からのボトムアップの活動でした。日本のものづくり発展期には、品質への意識の高まり、統計的手法の普及など一定の成果を上げました。しかし、1960年代から始まったQCサークル活動も、バブル崩壊と共に下火になり、その間にものづくりの環境も激変しました。
グローバル競争激化、市場の成熟化、多品種少量生産などの要求に対して、品質管理の役割も変化しています。今、ものづくりに求められているのは、第一に価格、第二にスピード、第三にサービスです。品質は市場では絶対にトラブルを起こしてはいけない、クレームゼロが求められています。
(2)クレームゼロの実現方法
黙っていてもモノが売れた時代のボトムアップのQCサークル活動をそのまま、今導入しても、市場の満足を得られるモノは作れないのです。毎日作るモノが変化する製造ラインで、間違いのない製品を速く、安く作るには工場全体のモノの流れや、受注から出荷までの情報の流れ、協力工場も含めた生産管理体制構築が必要になってきます。
もちろん、現場の問題を一つ一つ解決していくことは重要です。ただそれは、一部署だけの最適な方法を考えるのではなく、全体最適化を考える必要があるのです。従来の職場ごとのバラバラのテーマで活動するQCサークル活動のやり方では、もう得られる効果は少ないのです。
また、不良流出ゼロを実現するには、上流工程の未然防止対策が不可欠です。現場の悪さを「カイゼン」するQCサークル活動では、小ロット品はすぐに生産が終わってしまうので、対策が間に合いません。未然防止の予防対策は、モノを作る前に実施する必要があるのです。
そして、不良の流出を防ぐには、何がなんでも流出を抑えるための監視、処理手順、組織体制づくりを行い、スピード解決させる必要があります。QCサークル活動の結果を待って解決するのでは遅いのです。
4. 新しい改善活動の在り方
1990年代に入るとISO9000の取得ブームが到来しました。今度は、欧米流のトップダウンの方針のもとに品質管理を行おうというものです。今までの日本のボトムアップ方式の品質管理とは正反対のシステムを構築しなければならなくなったのです。
そこで、新しい改善活動方式として脚光を浴びたのがトヨタ生産方式の導入を図る「JIT改革」や設備関係の運用改善を図る「TPM」、また「5S」活動などの、全社プロジェクト活動で...

















-その原点を考える")

-守・破・離ー")






