
私が金型メーカーや機械加工業で働く若手の皆さんに感じることの一つが、「冶具づくりを会得しよう」です。
今でこそ、多くのメーカーから冶具や小道具が市販されており、それらを使うことで、仕事の効率の個人差を軽減することができる時代になりましたが、この冶具づくりこそ、かつての加工職人が得意とする技術でした。
この冶具づくりは、答えのない世界で、まさにアイデア次第でいくらでも仕事の効率性は上がっていきます。ただし、マシニングセンターなどを使う同じ機械加工業においても、大ロット加工を行うメーカーと、一品モノなど小ロット加工を行うメーカーでは、冶具に求めるものも変わってきます。
例えば、ある程度大きなロットの加工を行うメーカーでは、クランプ作業がワンタッチで済むような段取り性などが重視されますが、金型メーカーなどの一品モノ加工においては、
- 複数の機械加工工程を集約するための冶具
- バイスなど通常の締め付け具ではクランプできない異形ワークを掴むための冶具
- 傾斜面に加工を行うための冶具
などが、用いられています。
さて話を戻しますが、こうしたアイデア勝負になる冶具づくりこそ、最近の若手加工者が苦手としている分野だと感じています。ですから、何か不自由があったり、前述したような複数の機械加工を集約できるような何かアイデアがあれば、ぜひ冶具を考案し、積極的に使ってもらいたいと思います。
私が現役でマシニング加工を行っていたときに重宝したのが、下の写真にある正直台です。

これを使うことで、下図のように、ワーク上面の3D形状加工のついでに、側面外周の輪郭加工を行うことができます。
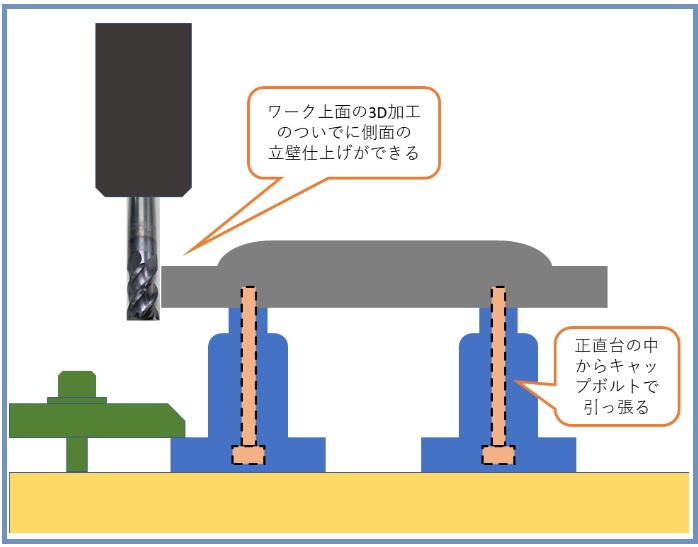
この方法を採用してから、ずいぶんとワイヤーカット加工を減らすことができました。
もちろん、自社部品であれば設計上で意図的に裏からのタップを配置しておくか、他社部品を加工受託するときで、ワーク裏面にタップがないときは、捨てタップの許可をもらうなどの配慮が必要になります。
この正直台を使う前は、プレートによる冶具板にワークを張り付けてクランプしていましたが、タップのピッチが変わるたびに、プレートの取付穴を加工し直す必要があったり、そもそも側面のプロファイル加工ができないなどの制約がありました。
これはほんの一例ですが...









![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















