1. マシニング・放電加工を行う工場レイアウトで考慮すべきこと
今回のテーマは工場の新設や移転などに伴い、マシニングセンターやワイヤーカット放電加工機などの工作機械をどのように配置するのが理想的なのかみていきたいと思います。ところでなぜ「理想的」という言い回しをするのかですが、それは敷地面積や配線、出入り口や他部署との動線など、さまざまな制約条件が付いて回るためです。そこで理想としてはなるべくこのようなことに配慮すべきでしょうというニュアンスでお伝えしたいと思います。それでは、順番にみていきましょう。
(1) 自動機は対面で
金型メーカーや部品加工メーカーで使われる工作機械は、ボール盤や汎用旋盤のように手動操作で用いる汎用機と、マシニングセンターや放電加工機のようなNCプログラムで可動させる自動機があります。そのうち自動機については、できる限り掛け持ちで作業をしやすくするため、同じ担当者が操作する機械については、対面で向かい合う配置にした方が良いということです。配置としてよく見るのは平行に隣り合わせで並べる配置ですがBESTとはいえません。
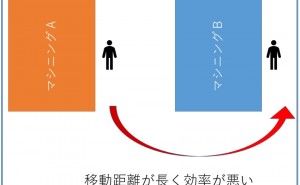
例えば、ビビリなど異音がした時、別の機械で作業しながらもすぐに状況確認ができるのは、やはり対面で機械の操作側が向かい合わせになっている配置です。特に最近の機械は安全のため、加工エリア全面が覆ってあり、操作側からしか加工の状況が見れない機械が多いです。したがって、作業する機械を対面に配置した方が掛け持ち作業の効率性は上がると考えています。ちなみに最も効率が悪いのは、隣り合わせでなく、向かい合わせでもなく、下図のように同じ向きに揃えて並べることです。
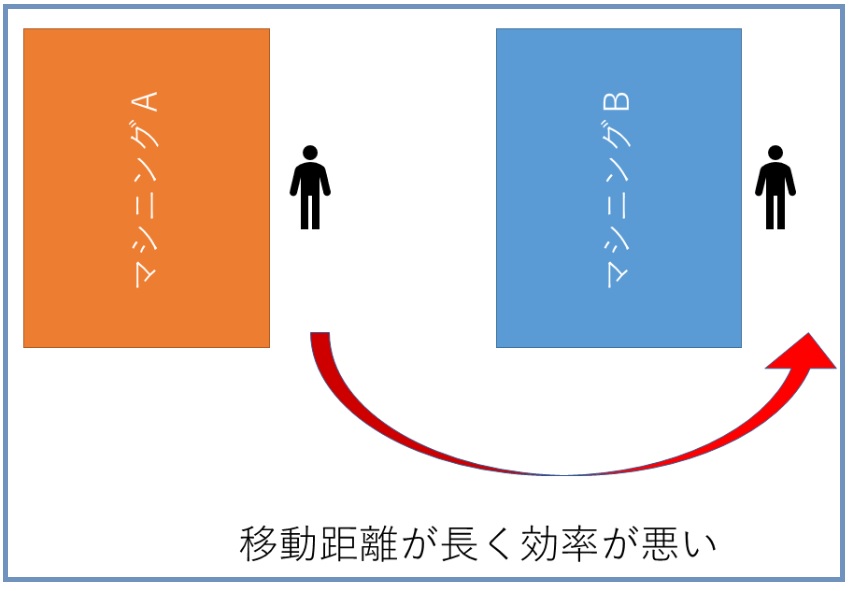
図.効率が悪い配置の例
しかし意外とこの配置はよく見掛けます。理由は、5S的に見た目が良いためです。ところが実際に作業している様子を見させていただくと効率の悪さを感じます。もし該当されるようでしたら一度見直しをご検討されてはいかがでしょうか。
(2) 汎用機は1か所にまとめない
次はNCプログラムを使わずに手動操作で加工を行う、いわゆる汎用機械が対象です。例えば小型ボール盤...