
ある企業から、品質向上に向けて新たなスタートを切るべく、「品質管理をやさしく実践し、極意に至る」道について講演してほしいとの要請を受けました。難しい話ですが、幸いに筆者は海外での永年の技術協力を通じて「本質をやさしく伝えるコツを身に付けてきた」こと、それに「知る人ぞ知る品質管理の極意『KI(ケイアイ)法』の権威の方と旧知の間柄である」ことから快く引き受けました。下記の太字タイトル部分は、講演のスライドの一部です。
品質管理の歴史おさらい‐1<<アメリカの品質管理>>
日本は職人技で一品生産、アメリカは標準化で工業生産、1950年代、デミングやジュランから統計的品質管理(SQC)を学んだ。しかしSQCは、専門家の道具で難しく専門家以外には使えず現場の人も含めて、皆がいい仕事をしようと工夫し改善する日本の風土に合わなかった。※アメリカの品質管理は、検査で品質を保証し、統計的分析で問題を解決 ・・・ 結果が出るまでに時間がかかる。
品質管理の歴史おさらい‐2<<日本的品質管理>>
西堀栄三郎が先頭に立ち日本の風土に合う品質管理を追求
西堀研究グループ:唐津一、石川馨、磯部邦夫、田口玄一ら
石川馨:QC7つ道具、QCサークル、TQC
磯部邦夫(西堀思想の継承者):KI法
田口玄一:田口メッソド(直交表、損失関数)
別に、新郷重夫*:ゼロQC方式(ポカヨケ、源流検査)
シングル段取などトヨタ生産方式構築に貢献したコンサルタント
石川馨:QC7つ道具、QCサークル、TQC
磯部邦夫(西堀思想の継承者):KI法
田口玄一:田口メッソド(直交表、損失関数)
別に、新郷重夫*:ゼロQC方式(ポカヨケ、源流検査)
シングル段取などトヨタ生産方式構築に貢献したコンサルタント
※日本の品質管理は、「不良の出ない工程を皆で造り上げる造り込み品質」である ・・・ 出てもクイック・フィードバックで即効!
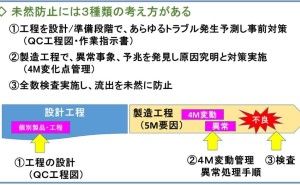
<<効果的な品質管理のステップ>>
1.海外調達品は、契約と検査で品質確保
2.不良要因が既知(思い浮かぶ)で複雑でない場合
QC7つ道具と新郷流を合せて応用
1)層別と工程分析で問題を絞り込み
2)ベスト・コンディションで条件を整え(異常を除去)
3)クイック・アクションでベスト・コンディション維持
1)層別と工程分析で問題を絞り込み
2)ベスト・コンディションで条件を整え(異常を除去)
3)クイック・アクションでベスト・コンディション維持
3.不良要因は思い浮かぶが数が多く複雑な場合
4)田口メッソドの直交表(簡易化実験計画法)
4)田口メッソドの直交表(簡易化実験計画法)
4.不良要因が未知(誰の頭にも浮かばない)の場合は
試行錯誤しかない・・・??
試行錯誤しかない・・・??
<<頭の体操・・・こんな問題どうしますか-1>>
競争力の強化に必須な新技術や新製品の場合(試行錯誤して解決できればラッキーだが)
<ケース1>
強度に自信の新製品を開発した・・・市場に出したところ「切れた」というクレームがきた。強度不足かと材料配合など研究して、より高い強度の製品を開発した・・・また「切れた」というクレーム!?
強度に自信の新製品を開発した・・・市場に出したところ「切れた」というクレームがきた。強度不足かと材料配合など研究して、より高い強度の製品を開発した・・・また「切れた」というクレーム!?
→どう対処したらいいでしょうか?
<<頭の体操・・・こんな問題どうしますか-2>>
<ケース2>
試作を続けている新製品・・・何ヶ月も経つのに未だに全数が不良で“闇の中”→どうしたら闇から抜け出せるでしょうか?
試作を続けている新製品・・・何ヶ月も経つのに未だに全数が不良で“闇の中”→どうしたら闇から抜け出せるでしょうか?
<ケース3>
幅方向に4つのユニットがあり感光剤を均等に投入しているが両端の感度が低い。要因を探ったがどうしても分らない。仕方なく両端のユニットの感光剤を割り...
幅方向に4つのユニットがあり感光剤を均等に投入しているが両端の感度が低い。要因を探ったがどうしても分らない。仕方なく両端のユニットの感光剤を割り...








![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















