

◆追番管理で部品加工メーカーの仕掛品在庫を管理する
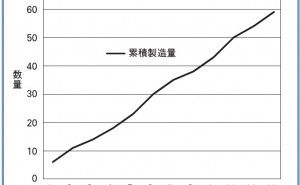
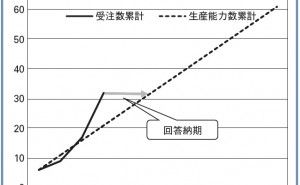
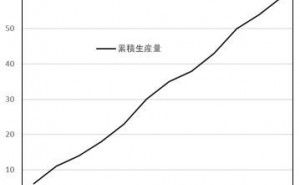
部品加工を主体とする繰返し型の製造受注生産(MTO)型の中小製造工場には、仕掛品在庫の推移を的確につかめるシステムの構築がもっとも重要です。そして、こうした仕掛品在庫の管理方法としてうってつけの手法が「追番管理」です。生産の状況をタイムリーに把握できるとともに、急激な需要増の際の納期回答にも活用できます。
3. なぜ他の生産管理方式ではだめなのか
次になぜ部品加工メーカーには追番管理なのか、他の生産管理方式ではだめなのかを説明します。日本の製造業者が利用している生産管理パッケージシステムの大半は、MRP(Material RequirementPlanning:資材所要量計画)生産管理手法をベースに作られています。MRPでは、構成部品表(BOM:Bill Of Material)を使って部品展開しますが、部品展開の際に数量だけでなく各構成部品の手配時期も含めて展開計算をすることを特徴としています。その結果、各製造工程が部品を使うタイミングにちょうど部品が手に入るように部品手配をすることができます。トヨタ生産方式でいうところのジャスト・イン・タイムが実現できることになるのです。
MRPによるジャスト・イン・タイムは部材調達作業の効率化、滞留している仕掛品在庫の削減、欠品による製造工程の稼動停止抑制(安定稼働の実現)に効果があるとされてきました。ただし、MRP計算が機能するためには部品を必要とする時期(納期)と手配部品の製造リードタイムや資材調達リードタイムのデータがほぼ正確な値に整備されていなくてはならないのです。
ところが、日本のメーカーではこれらの数字データを明確に設定することは難しい。たとえば、「納期」は取引先の要望や設計変更などの影響で常に変化する可能性を持っています。また、「製造および資材調達リードタイム」もロット数および製造工程の負荷状況によって大きく変化します。そもそも初めて生産するものに対してはMRPの標準リードタイムに正確な値を設定することも難しいのです。
リードタイム設定数字の精度が低い場合は、実際に部品が必要時期に生産できるかどうかわかりません。欠品状態を起こさないようにするためにわざと長めのリードタイムや短い納期を設定して、早めに手配開始するといったことも行われるでしょう。この状態でMRPを計算してもジャスト・イン・タイムを実現することは難しく、生産を滞りなく行うための担当者による個別手作業調整が必要となります。
こうした問題があるためにMRP生産管理システムを正しく運用している日本のメーカーは限られます。全部品で同じリードタイムを設定したり、部品展開したりしたらすぐに指示書を発行するといった形で部品展開計算だけを利用するといったMRP利用が一般的です。元はMRP生産管理だったはずなのに部品展開+製番管理(原価管理)を特徴としているパッケージもあります。
これではMRPシステムが目標としてきたジャスト・イン・タイム生産には程遠く、仕掛品在庫の削減、欠品による製造工程の稼動停止抑制(安定稼動の実現)などは実現できません。逆に生産管理システムを有効に動かすために在庫に頼るといった本末転倒なアプローチが必要になることもあります。
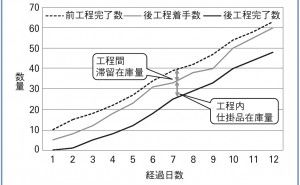
また、MRP 生産管理システムでは多くの部品加工メーカーが必要としている投入から完了までのリードタイム、仕掛品在庫(滞留在庫)の推移、工程間の製造スピードの差といった情報をタイムリーにつかむことができません。MRP生産管理システムは計画通りに生産するための指示システムとしてでき上がっているので、想定した作業がどのくらい遅れたのかとか、仕掛品在庫がどれだけ滞留しているかを見極めることを苦手としているからです。
例えば、MRP生産管理システムでは10日に作業完了予定の作業が10日になっても完了していないということはつかめますが、なぜ遅れたのかまでははっきりつかめないのです。遅れの原因といっても予定工数よりも作業工数が多かったために遅れたのと、作業が滞留して順番待ちになっているために遅れたのでは今後の納期改善対策の方向性は大きく変わってくるのです。また、前述のようにMRPでは納期遅れが生じた時に、いつであればそれができ上がるのかを示すことも容易ではないでしょう。













-守・破・離ー")







