製造データから特性値を予測したい
191件中 141~160件目
-
分散の加法性とは
SQC(Statistical Quality Control:統計的品質管理)というと、期待値、確率変数、標準偏差、正規分布... -

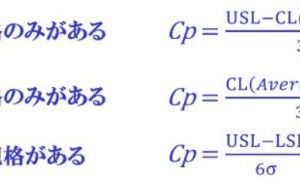
工程能力指数
◆ Cp=3.0なのに苦情が絶えないのは? Cpとは工程能力指数です。特性値が規格範囲にどの程度収まっているかを観る為の指数です。ある部品の長さ規... -
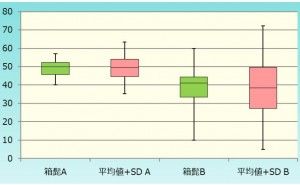
層別比較に便利なグラフ
層別比較に便利なツールとしては、『箱ひげ図』があります。箱ひげ図は少数データの扱いも容易で作成も簡便なので便利ですが、分布の中心が中央値で、分布の幅がパ... -
Zスコアと標準化 工程能力の理解 (その4)
【工程能力の理解 連載目次】 工程能力とは 工程能力指数-Cp... -
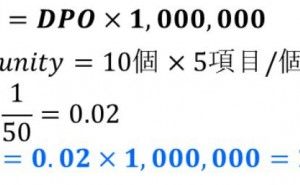
DPMO(Defects Per Million Opportunity) 工程能力の理解 (その3)
【工程能力の理解 連載目次】 工程能力とは 工程能力指数-Cp/Cpk ... -
工程能力指数-Cp/Cpk 工程能力の理解 (その2)
【目次】 ▼さらに深く学ぶなら!「工程能力指数」に関するセミナーはこちら! 1.行程能力の指数化 前... -
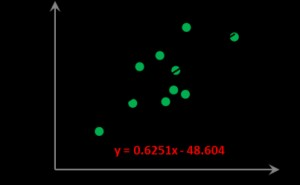
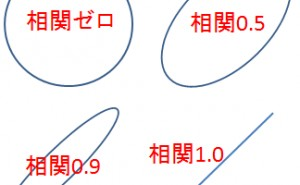
単回帰分析で二変数間の従属関係を知る
1.単回帰分析とは 一般的に2変数以上の多変量のデータで、ある1変数を残りの変数で説明しようとする解析法を回帰分析と言います。主となる変数は"目的変数... -
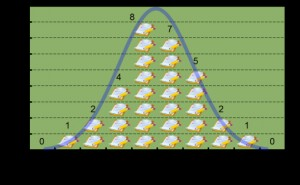
正規分布について
1.正規分布とは 一般に自然界のデータ分布は左右対称の釣鐘形状になります。例えば平均が50点の試験があれば、そこを中心に点数の分布が左右に広がります。... -
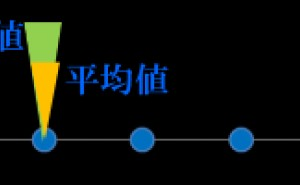
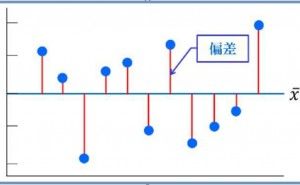
基本統計量について(平均値・中央値・分散・標準偏差など)
数値データを分析するにあたり、情報の特徴を知るために基本的な統計量がありますので、今回はその中のいくつかについて説明します。 1.平均値(mean、a... -

MTシステム超入門(その25)
1.予測と賭けと予言 予測はMTシステムとおおいに関係があります。少し広げて、予測と賭けと予言の違いについて考えてみます。 地震や火山予知の議論が尽き... -

MTシステム超入門(その23)
1.MTシステムは人工知能か? JAXAの森田泰弘博士が、MTSを人工知能と呼びました。確かに使用目的はいわゆる人工知能と同じですが、計算プロセスには... -
MTシステム超入門(その22)
1.MTシステムにおけるマハラノビス距離 MTシステムが論文の形で提案されて、ほぼ20年が経ちます。田口玄一博士が品質工学誌に掲載したものが最初です。... -

MTシステム超入門(その24)
1.MTシステムの役割 (1)無言の計測値にものを言わせる 温度、圧力、回転数、振動などの計測値は、そのままでは“無言”の数値です。何を言っているか... -

MTシステム超入門(その22)
日経新聞2013年12月の「私の履歴書」は、米国のフィリップ・コトラー博士の連載でした。博士は“マーケティング”の専門家として著名ですが、初期のころは経... -
MTシステム超入門(その21)
1.パターン認識とは 今回はMTシステムと密接な関係にあるパターン認識について考えてみます。グリム童話に、「狼と七匹の子山羊」がありますが、これが典型... -

MTシステム超入門(その20)
1.品質の数値化は裏から見る 「品質」の価値はどうやって数値化したらよいのでしょう? 期待した品質分が上乗せされていても購入を決断する金額、その上... -

部品機能の重要性 カーボンブラック工場の事例
私は設備を安定稼働させるための機能は元々設備に組み込まれており、部品の機能を知る事が何よりも重要と考えています。その事例をひとつ紹介しましょう。 ◆関... -

MTシステム超入門(その18)
1.自由の総和 T先生は、よく「人々の自由の総和を大きくすることが重要」と言っておられました。 そのためには、自由の大きさを定義しなければなりません。... -
MTシステム超入門(その17)
1.T先生との出会い T先生と初めてお会いした(というより、T先生を見た)のは、NEC勤務時代の1990年のことです。会社ではT先生から若手技術者に指... -

MTシステム超入門(その16)
前回の3つの計算手法、すなわちMT法・標準化誤圧法・RT法は、見分けたり分類したりするために利用されます。文字の認識や、健康か病気か、あるいは工場が正常...











