高品質スクリーン印刷の実践を目的とする皆様の標となるように、論理的で整合性のある解説を心掛けたいと思います。前回のその12に続いて解説します。
1. スクリーン印刷:「版離れ」性を定量的に測定する方法
スクリーン印刷において「版離れ」が悪いと印刷不具合がおきるため、「版離れ」を良くすることが必要になります。これまで、「版離れ」性を評価する場合、「版離れが良い」、「版離れが悪い」の二分した判断しかできませんでした。又は、「版離れは、悪いが印刷品質は許容できる」と言うような表現しかできませんでした。
私は、今回の「版離れ角度」と「版離れ」性能の相関を検証するにあたり、「版離れ」性能を定量的に評価する必要があると考えました。
「版離れ」が、悪い場合には、「版離れ」の遅れの大きさを比較することで、どの程度悪いかが判断できます。しかし、「版離れ」が良い状態では、「版離れ」の遅れが視認できないため、どの程度良いか判断できません。
「版離れ」が悪いという意味には、インキ・ペーストの「版離れ」性が悪いという意味と、スクリーン版、印刷パターン、印刷条件の違いで「版離れ」が悪いという両方があります。
インキ・ペーストの「版離れ」性を判断するためには、最初に他の条件を固定して、その「版離れ」性能を定量的に測定する必要があります。印刷装置メーカーと協力し、下記のようにスクリーンメッシュ、テンション、クリアランス及び印刷するインキを固定し、版離れの遅れが視認できる適切なパターンを作成し、検証しました。
スクリーン枠サイズ 1000×1000mm(枠内寸900×900mm)
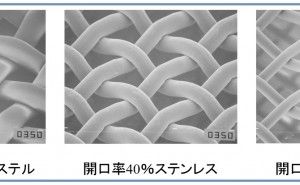
スクリーンメッシュ ポリエステル250メッシュ
スクリーン版テンション 1.20mm (テンションゲージSTG75B)
クリアランス 3.0mm(スクリーン枠の内寸の1/300)
インキ UVインキ 粘度17Pa・S(粘度変化小)
印刷パターン 250㎜×500㎜の長方形
スクリーンメッシュ ポリエステル250メッシュ
スクリーン版テンション 1.20mm (テンションゲージSTG75B)
クリアランス 3.0mm(スクリーン枠の内寸の1/300)
インキ UVインキ 粘度17Pa・S(粘度変化小)
印刷パターン 250㎜×500㎜の長方形
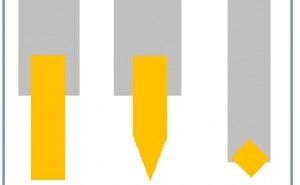
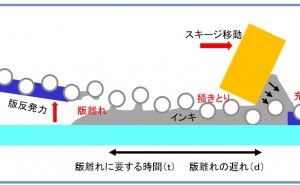
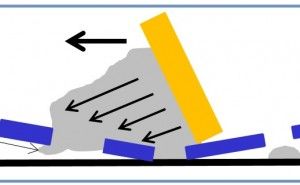
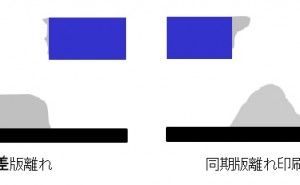
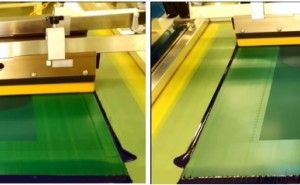
図1の写真は、スキージ速度50mm/secで通常の印刷をした際の、印刷パターン中央部での「版離れ」の遅れと刷り終り部での「版離れ」の遅れの外観です。それぞれ、遅れ量は、5㎝と12㎝でした。通常のスクリーン印刷で、「版離れ」の遅れの増大は、パターン中央部から刷り終りにかけて「版離れ」角度が極端に小さくなることが原因であると判断できます。
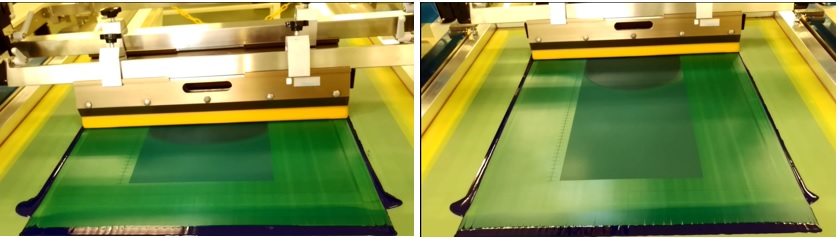 図1.版離れの遅れ パターン中央部(左) 刷り終り部(右)
図1.版離れの遅れ パターン中央部(左) 刷り終り部(右)2. スクリーン印刷:「版離れ角度維持」装置による「版離れ」の遅れの減少
スクリーン枠を印刷テーブルに傾斜してセットし、スキージストロークに同期させ枠の片側をリフトアップできる印刷装置が実用化されていますが、どの程度の傾き量、リフトアップ量の数値を設定すべきか明確でなく、あまり一般的でないようです。また、等速で枠の片側をリフトアップさせるため、印刷途中で実クリアランスが3.0㎜から3.6㎜に増大することで寸法精度を低下させることになります。
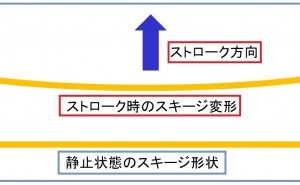
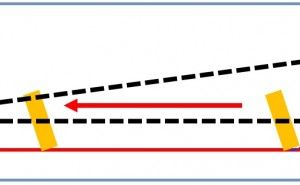
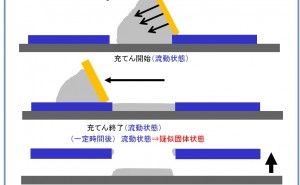
今回、印刷装置メーカーと協力して開発した「版離れ角度維持」装置は、図2のようにクリアランス量を一定にさせるために枠の片側を加速度的にリフトアップさせています。
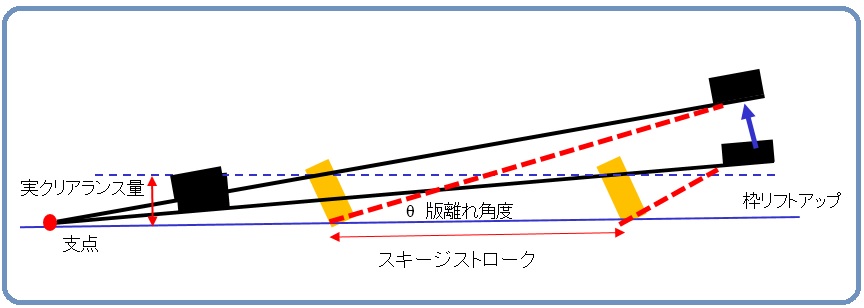 図2. 「版離れ角度維持」装置でのスクリーン枠のリフトアップ
図2. 「版離れ角度維持」装置でのスクリーン枠のリフトアップ この装置は、支点高さと実クリアランス量を設定するだけで適正な傾斜とリフトアップ量、速度でスクリーン枠を回動させます。
図3に「版離れ角度維持」装置での、支点高さ「0」、実クリアランス量3.0㎜設定時での、「版離れ角度維持」装置での「版離れ角度」の変化を示します。パターン中央部での「版離れ角度」は、arctan0.011,刷り終り部も0.011となっており、非常に大きい角度で維持できています。スキージ位置420㎜の部分が最小でarctan0.010です。
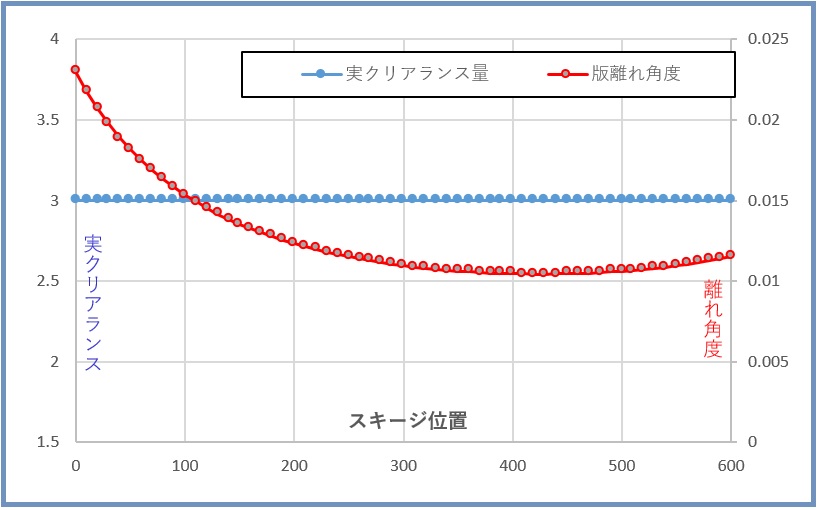 図3.「版離れ角度維持」装置での版離れ角度の変化
図3.「版離れ角度維持」装置での版離れ角度の変化 この「版離れ角度維持」装置で印刷した結果、スキージ速度50mm/secでは、「版離れ」の遅れは全く視認できませんでした。次に、実クリアランスを小さくして、パターン中央部での「版離れ」の遅れが通常印刷と同じ5㎝になったのは、実クリアランス2.0mmの条件でした。つまり、「版離れ角度」維持装置は、実クリアランス2.0mmで、通常印刷の3.0mmと同等の「版離れ」性能が同等であるという事です。さらに、刷り終り部では「版離れ」遅れが5㎝のままであり、通常印刷の12㎝に比べて、大幅に改善できました。
実クリアランス3.0㎜の場合、スキージ速...
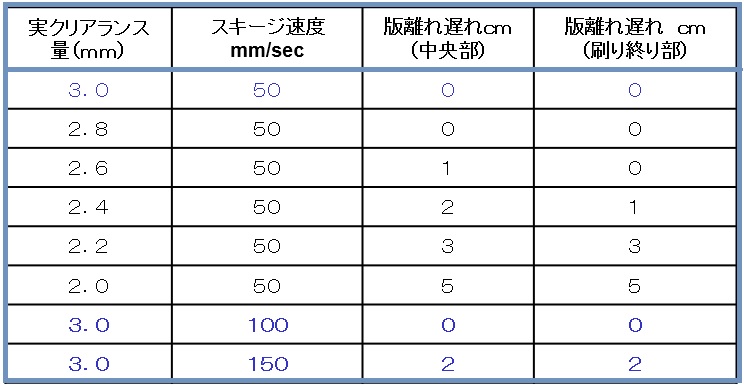 図4. 印刷条件の違いによる版離れの遅れ
図4. 印刷条件の違いによる版離れの遅れ