第3回 道具2「物流設計マニュアル」
1.工場内物流設計マニュアルの要点
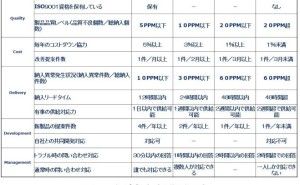
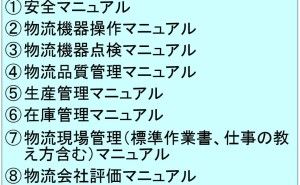
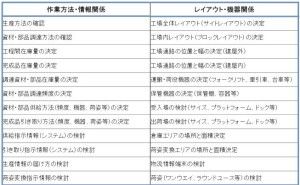
前回のその2に続いて解説します。海外工場を建設する際に効率的な工場内物流を設計することは極めて重要です。この工場内物流はその工場の生産思想に基づいて設計されるのが一般的です。したがって生産技術を担当する部門で行うことが望ましいでしょう。しかし生産技術部門は生産工程内の設計は行うものの、工程間のつなぎの部分まで目が行き届いていない場合があります。その理由として加工工程は加工技術の専門家が行い、組立工程は組立技術の専門家が行うといった、縦割り型の業務プロセスになっていることが多いからです。その場合、物流部門にこの工程間の設計を行うことが求められる可能性があるのだが、このような工程設計に慣れていない物流担当者も多いと思われるのでその留意点について解説します。図1を参照して下さい。
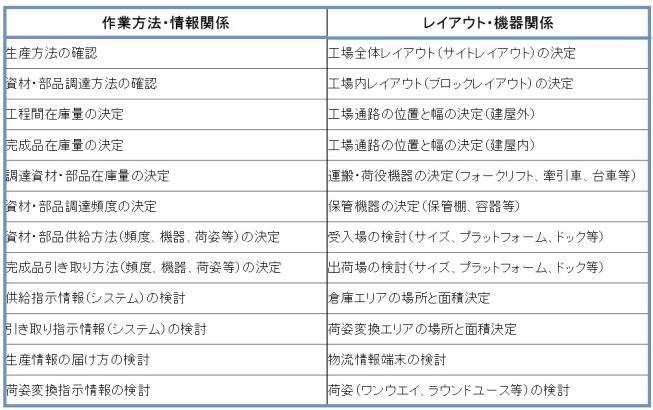
図1.工場内物流設計マニュアルの要点
(1)工程間のコーディネート
プレス工程は2日ロットで生産し、加工工程は1日ロット生産、そして組立工程は1個送り生産するということになると工程間在庫が発生し保管エリアが必要になります。各工程での生産方法が調整されていれば良いが、もし考え方が合っていないのであれば立ち上がり後の物流運用も苦労することになります。まずはこの工程間の考え方の合意がとられているかを確認し、場合によってはコンセンサスをとるための調整を行っておきましょう。
(2)工程間運搬方法の確認
工程間の運搬をどのような機器を使って、どれくらいの頻度で行っていくのかを決めます。部品を供給する際に容器に入ったまま届けるのか、順番に並べて容器を外して供給するのかといった条件を定めることが必要です。納入荷姿から供給荷姿へ変換する方式を採用すればその作業のためのエリアが必要になります。フォークリフトによる運搬を行うのであれば一定の幅の通路を設置する必要があります。物流は「生まれ」で決まるところが大きいので初期条件を間違えると後々苦労することになります。物流エリア、運搬方法、荷姿条件などについて慎重に検討を行いましょう。
(3)工場内物流の役割の確認
工場内物流には①「サービス業としての役割」、②「生産統制の役割」、③「自ら効率化する役割」の3つがあることは以前の連載で解説させていただいた通りです。新たに建設する海外工場ではこの3つがすべて網羅できるように設計を行いましょう。①では生産ライン作業者には余分な作業をさせないように、②では部品と生産指示のタイムリーな運搬を行うことで、③ではそもそもムダな物流が発生しないようにすることで、工場内物流がその工場に価値を与えられるようにします。
(4)受入場・出荷場の確認
工場の受入場・出荷場の設計には注意が必要です。工場の物流担当者は工場内の物流には詳しくても輸送に代表される外回りの物流には疎い場合があります。また国内の外回り物流には詳しくても海外物流を知らないことも多いようです。したがってこの外回りの物流との接点である受入場・出荷場の設計時には「勝手な思い込み」を捨てて現地物流をしっかりと調査した上で行うことが重要です。特に注意すべきポイントは現地で使うトラックのタイプです。両サイド荷役が可能なウイング車タイプなのか、リヤゲート荷役が中心なのか、トラックの全長は最大でどれくらいかなどをきっちりと調査をしたうえで「プラットフォーム」や「ドック」設置の必要性について判断します。
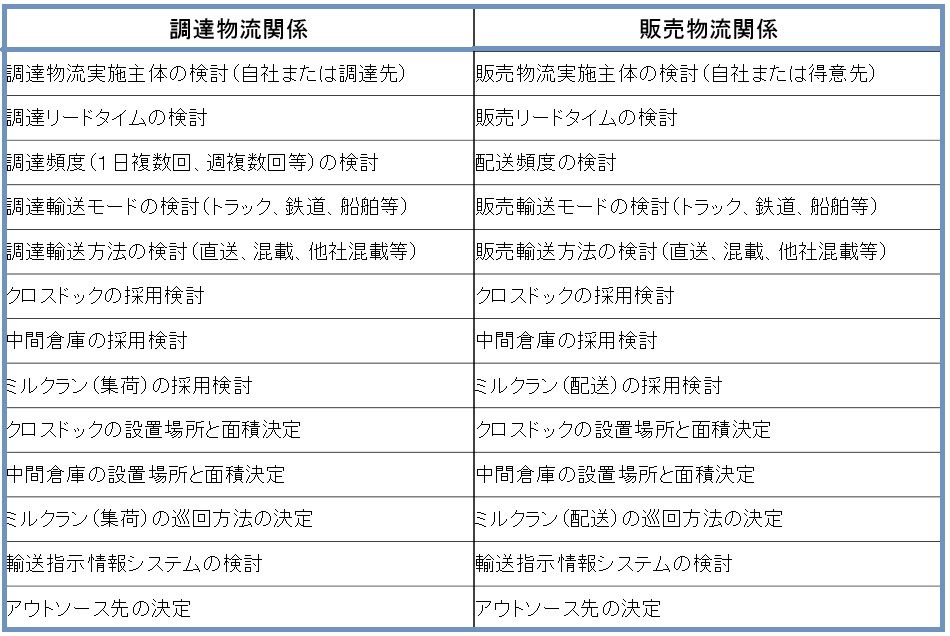
2.外回り物流設計マニュアルの要点
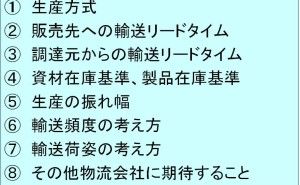
主として部品や資材などの調達物流、製品の販売物流などの外回り物流の設計は物流部門の業務です。これらについて調達リードタイムや販売リードタイムをどれくらいにするかによって物流条件が決まってきます。リードタイムに余裕があれば船舶や鉄道による輸送を選択することになりますが、それが短ければトラックや航空機による輸送が必要になります。この選択を輸送モードの選択といいます。輸送モードが決まればそれに見合った荷姿設計を行うことになります。トラック輸送を行う場合には道路条件によっても荷姿は変わってきます。また現地の荷扱いの状況によっても変えていかなければなりません。
調達物流や販売物流では一定の荷量があれば調達先や販売先との間を直送できますが、荷...