開発日程の停滞、後戻りを防止したい
1,071件中 761~780件目
-
コンパクト物流センターとしての薬局を考える(その1)
「日本の高齢化社会をこのように活用すれば、新しいビジネスチャンスはある」と申し上げたいので、この連載はコンサルタントから見た、「高齢化社会になった今、見... -

4M変化点(4M変動)管理 4つの重要ポイント
そもそも、4M変化点(4M変動)管理を行う目的は何でしょうか?重要なキーワードは「日常管理のしくみ」「先手管理」「重点管理」「予測できる変化点」「予測で... -
中小製造業のウェブ戦略
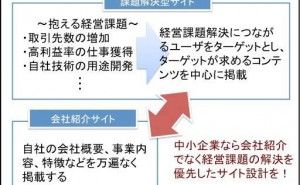
中小製造業がウェブサイトを立ち上げる際、その目的として「自社の信用力を高めるための会社概要的な役割」と考える経営者も少なくない。しかし、当社のクライアン... -

ソリューションには適切な問題定義が必要
経営コンサルタントやSIベンダーが提案する「ソリューション」とは、大仰に言えば経営課題の解決です。ソリューションがもたらす価値は、解決する経営課題(問題... -
品質工学の望大特性SN比と望小特性SN比活用時の注意点
望目特性と同じ静的SN比の仲間に望大特性と望小特性があります。これらの静的特性は機能研究の場にふさわしくないといわれながら、一方でよく使われているという... -

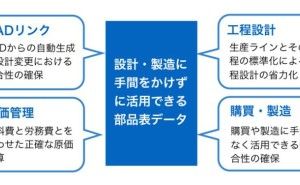
生産工程標準化による製造性設計と原価の最適化 製品データ管理の導入 (その6)
【目次】 製品データ管理の導入 (その1) PDM/PLMの概要 製品データ管理の導入 (その2) 「リンク」で開発を変える 製... -
ものづくりにおけるデータ活用術、「有用でも昔は困難、今簡単なもの」
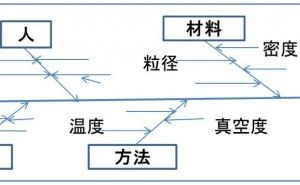
ものづくりの場では、様々なデータが存在します。QC7つ道具のひとつである特性要因図(下図)は、特性(結果)に対する要因(原因系)を整理する手法ですが、対... -

物流技能向上プログラムの導入 物流人財育成(その6)
【物流人財育成 連載目次】 1.物流マンへの期待値 2.物流IEを育成する 3.物流技術スタッフを育成する 4.物流現場管理を... -

物流現場管理を導入する 物流人財育成(その5)
【物流人財育成 連載目次】 1.物流マンへの期待値 2.物流IEを育成する 3.物流技術スタッフを育成する 4.物流現場管理を... -
品質工学の望目特性SN比の公式活用時注意点
品質工学ではSN比を評価指標とするのが最大の特徴です。このSN比というのは、本来通信工学あたりで使われていたものですが、ノイズに対する信号成分の比という... -

物流技術スタッフを育成する 物流人財育成(その4)
【物流人財育成 連載目次】 1.物流マンへの期待値 2.物流IEを育成する 3.物流技術スタッフを育成する 4.物流現場管理を... -

物流IEを育成する(後編) 物流人財育成(その3)
明日の物流を支える物流人財の育成について、6回に分けて解説します。前回のその2に続いて解説します。今回は、物流IEを育成するの後編です。 ◆物流... -

物流IEを育成する(前編) 物流人財育成(その2)
【物流人財育成 連載目次】 1.物流マンへの期待値 2.物流IEを育成する 3.物流技術スタッフを育成する 4.物流現場管理を... -

物流マンへの期待値 物流人財育成(その1)
【物流人財育成 連載目次】 1.物流マンへの期待値 2.物流IEを育成する 3.物流技術スタッフを育成する 4.物流現場管理を... -
品質工学のSN比をベクトルから考える
代表的なばらつきといえば、Range(範囲)、標準偏差をいいますが、これらは相対的なばらつきではありません。そこで、たとえば標準偏差が1mmと2mmでど... -
アセンブリ単位に CAD リンクで作る部品表 製品データ管理の導入 (その5)
【目次】 製品データ管理の導入 (その1) PDM/PLMの概要 製品データ管理の導入 (その2) 「リンク」で開発を変える 製... -
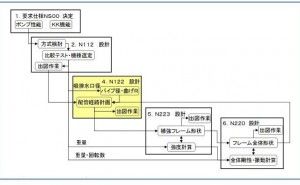
DSMの効用 - 設計プロジェクト管理編 -
以下に設計プロジェクト管理を題材とした、フローチャート、設計タスクのDSM、ガントチャートのサンプルを示します。X,Y,Z3名の作業者によるチーム設計の... -
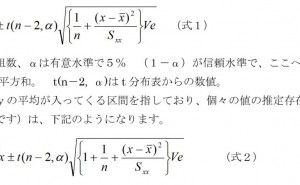
単回帰分析応用における信頼区間と逆推定による管理基準作成
母体から、20個とか50個をサンプリングしてきてその平均をとった場合、母体の真の平均からずれますが、どの程度ずれているのかがわかれば非常にアクションがと... -
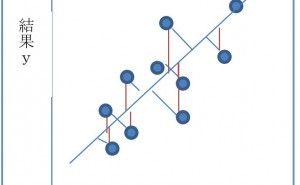
単回帰分析における回帰式の注意点
単回帰分析とは、1個(単一)の説明変数(原因系)と目的変数(結果系)の関係を数式化することですが、基本的には直線近似を前提としています。そこで今回は、こ... -

部品データを活用した全体最適設計の仕組み 製品データ管理の導入 (その4)
【目次】 製品データ管理の導入 (その1) PDM/PLMの概要 製品データ管理の導入 (その2) 「リンク」で開発を変える 製...












