思うように生産性が上がらない、品質が良くならないなど、工場運営の悩みは尽きません。ものづくり工場の日常管理と改善活動のしくみについて解説します。「重要要因・重要特性管理」「先手管理」「異常の見える化」「多能工化教育訓練」「4M変更管理」「改善活動のしくみ」などが重要なキーワードです。
1.日常の運用管理
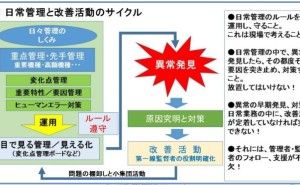
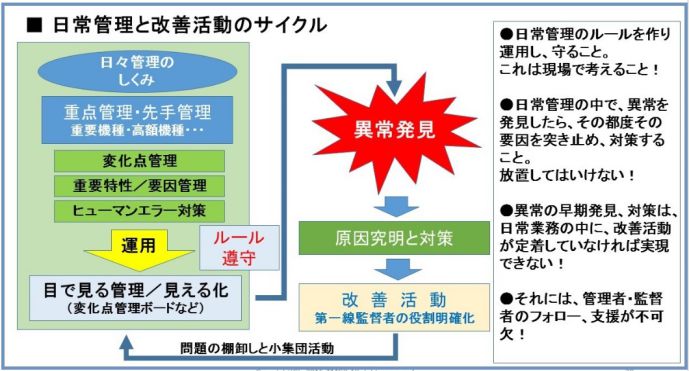
品質管理活動とは、自分たちで決めた、仕組み、ルールに基づいて業務を行い、もしそれが不備であれば、見直し修正し、より良い仕組みに改善していく活動のことであり、日常管理の中でそれを実行していくことが求められます。
(1)品質管理の仕組み
ものづくりは、受注-購買-製造-検査-出荷という日常サイクルが繰り返されています。ものづくり現場では、決められたことを着実に実行する「ルール順守」と問題や異常が起こったら早期に発見し、対策処置を取らなければなりません。基本となる活動は、業務の見える化「目で見る管理」です。これを着実に進めて行く活動を継続させていけるのか、管理層は現場の現状を良く観察し、アイデアを出し、工夫を重ねて行かなければなりません。
(2)日常指標管理と改善活動
日常管理では、業務そのものの結果(QCD)と、業務方針の改善目標が達成されたかどうかを日常的に確認していくことが求められているのであって、決して改善活動だけが独立して行われるものではないことを理解する必要があります。現状では、業務からQCサークル活動が乖離している状況が見られ、改善効果が見られないムダな活動となっています。
(3)異常管理
異常管理とは、異常(不具合の前兆)を捉えて、迅速にそれを処理することです。日常管理の中で、異常とは何か、異常が発見されたらどうするのかを決めておく必要があります。「異常」が、より作業者にとって分かり易い具体的な例示ができるかどうかがポイントとなります。
(4)ルール遵守の仕組み
クレーム、不良の最大原因は基本ルール不順守にあると言っても過言ではありません。それは、基本ルールの教育不足と、自ら定めたルールを守らず、個人の判断や解釈、勘違い、連絡不徹底などで、基本ルールが徹底されていないのです。日本の企業では、文書化されたルールよりも、組織風土、暗黙知などに影響を受けやすい傾向があり、仮に悪い組織風土におかされている場合は、修正するにはなかなか容易ではありません。日々管理の中に、①自ら守っていることを確認、②標準外れがすぐわかる、③遵守状況の第3者確認を行うことが重要です。
2.重点管理・先手管理
重点管理とは、目標達成のために、重要顧客や重要製品に関連する業務についてより緻密に、注意力を注いで管理することをいい、重点指向の管理をいいます。以下の例で示すように重点機種、重点工程を定め、管理の方法を明確に規定します。
(1)変化点管理
5Mの条件がいつもと異なる場合には問題が発生しやすいため、未然に防止する対策を取ります。
(2)ヒューマンエラー対策
人的ミスを防ぐため、人が介在する工程において、あらかじめヒューマンエラー対策を講じておかなければなりません。工程FMEAやQAネットワークを使って工程設計段階で対策を講じます。
(3)初期管理
試作評価、または製造の初期段階において、不具合予測と予防対策を講じます。但し、量産に入ってから初めて発見される不具合も多いため、特別な態勢で問題の発見と対策を速やかに行う必要があります。
(4)重要特性/重要要因管理
重要特性とは、流出すれば重要品質問題につながる特性のことで、以下の項目について管理を行います。
①自工程検査に加え、第3者検査を実施する
②場合によっては、検査設備を導入して全数検査、全数測定を実施する
③人的作業をできる限り排除、またはポカミス対策を徹底する
②場合によっては、検査設備を導入して全数検査、全数測定を実施する
③人的作業をできる限り排除、またはポカミス対策を徹底する
重要要因とは、重要特性を得るために、5Mによる作り込み、あるいは管理方法を規定している要因のこと...














![ものづくり現場 AI/DX DAY 2026 summer [for Leaders] 20260729 2days開催](https://assets.monodukuri.com/img/2c84e607-d888-41e6-ba9d-c4046b94052f.png)















