
品質管理の基本として、7つのチェックポイントについて解説します。
1. 多品種少量受注生産工場の品質改善
 日本の多くの中小製造業は、「多品種少量、受注加工生産型企業」です。また、ほとんどの企業は、ISO9000に基づいた品質管理体制が一応整備されていると考えられます。しかし、品質管理の考え方は、大量生産時代に欧米から学んだTQMを基本とする「古典的品質管理」がベースとなっています。つまり、「生産工程のカイゼン」が主体の品質管理であり、「情報の品質、人・組織の品質管理」はあまり考慮されていません。そして、最も重要な「問題を未然に防止する」ためのしくみが欠落しているのです。受注加工型生産工場では毎日の仕事が忙しく、人出も不足している中で、作業ミスが多い、大事な情報が伝わらない、または遅い、問題が放置されたままになっているなど、多くの悩みを抱えていると思います。
日本の多くの中小製造業は、「多品種少量、受注加工生産型企業」です。また、ほとんどの企業は、ISO9000に基づいた品質管理体制が一応整備されていると考えられます。しかし、品質管理の考え方は、大量生産時代に欧米から学んだTQMを基本とする「古典的品質管理」がベースとなっています。つまり、「生産工程のカイゼン」が主体の品質管理であり、「情報の品質、人・組織の品質管理」はあまり考慮されていません。そして、最も重要な「問題を未然に防止する」ためのしくみが欠落しているのです。受注加工型生産工場では毎日の仕事が忙しく、人出も不足している中で、作業ミスが多い、大事な情報が伝わらない、または遅い、問題が放置されたままになっているなど、多くの悩みを抱えていると思います。 結果として、「顧客クレームが減らない、再発する」など対策が後手後手に回る悪循環に陥っています。大量生産時代と異なり、情報の流れが良くないとモノの流れも悪くなり不良も多く発生します。問題を速やかに解決するには問題の因果関係を論理的に解析し、一つ一つ潰していく必要があります。そして、そのようなことが日常業務の中で実施できる能力を持つ人材を育成する必要があるのです。
2. 品質管理の7つの基本
上記を踏まえて、工場のなかで行う「品質管理の7つの基本」をチェックしてみましょう。
(1) 基本ルールを守るチェックポイント
4M変動の激しい工程において、一定の品質を確保するためには、検査工程を置くことが効果的です。検査では、製品を検査するというよりも、指示通りに作業しているかどうかが重要なポイントです。不良流出を抑え、顧客満足度を維持しながら、費用を最小限に抑えるために「検査方式の設計」が重要な位置を占めることになります。
【検査工程設置のポイント】
・受け入れ検査:製品規格に留まらず、数量、梱包方法、納期についても検査する
・工程内検査:作業方法、手順、正しく工具類を使用しているか、作業者は、正規の作業者かを検査する
・最終出荷検査:製品が顧客要求通りの品質特性有しているかどうか、測定、動作テストなどで検査する
検査の役割は、顧客側の立場で検査し、不良流出ゼロ、クレームゼロに抑えることです。工程ストップ、出荷停止権限を持つことと、問題点を即、工程にフィードバックすることです。そのためには、検査のスキルを持った人材の育成も重要です。
(2) 管理者から報連相(ホウレンソウ)を徹底する
「ホウレンソウ」がうまくいかないのは、組織、階層、個人の役割が不明確のまま仕事をしているからです。報告しようにも、相談しようにも、一体誰にしたらいいのか分からなければ、「ホウレンソウの徹底」を唱えてもうまくいきません。ホウレンソウを正しく実践するには次の3点が重要です。
① 各組織別の業務の役割が明確になっていること
② 部長、課長など各階層別の業務、権限が明確になっていること
③ 各個人の業務内容(何を・いつまでに)が明確になっていること
② 部長、課長など各階層別の業務、権限が明確になっていること
③ 各個人の業務内容(何を・いつまでに)が明確になっていること
部下に言う前に、むしろ上司からホウレンソウを徹底すべきであり、役割を明確にするために、組織構成の見直しも行っていく必要があります。
(3)「異常」の見える化を進める
見える化の目的は、問題を解決するために、「異常」「潜在不良」を見えるようにして、早期に手を打てるようにする事にあります。つまり「未然防止」のためのしくみの一つです。忘れてはならないのは見える化は手段であり、目的は「みんなの知恵を集めて問題を解決する」点にあります。
(4) 5Sの目的達成のステップを考える
5Sが定着しない理由は、目的が不明確になっていることがあげられます。工場がきれいになった、仕事がやり易くなった、お客様にほめて頂いたなどもちろん無形の効果はありますが、経営効果として具体的に何を期待しているのかを明確にしなければならないでしょう。経営効果が分からなければ、5Sを毎日行っている従業員は負担ばかりで、利益に貢献しているのか、それが自分の業績にどう跳ね返ってくるのかも分かりません。そういう見方で5Sの効果を考えてみると次のように整理出来るでしょう。
整理・・・不要なものを捨てる、仕掛在庫をなくすことによって資金の回転が良くなる。
整頓・・・モノを取り出しやすくする、工具を探す時間が短縮するなど生産性がアップする。
清掃・・・機械設備や治工具を清掃することで、故障を未然に発見できチョコ停が減る。
整頓・・・モノを取り出しやすくする、工具を探す時間が短縮するなど生産性がアップする。
清掃・・・機械設備や治工具を清掃することで、故障を未然に発見できチョコ停が減る。
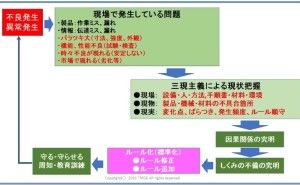
(5) 三現主義(現場、現物、現実)を徹底させる
現場・・・現場に足を運び、場の状況(人、機械、環境)を確認する。
現物・・・現物を手に取り、物(材料、仕掛品、完成品)を確認する。
現実・・・現実をデータや結果(稼働率、不良率、在庫数、不良数)で確認する。
現物・・・現物を手に取り、物(材料、仕掛品、完成品)を確認する。
現実・・・現実をデータや結果(稼働率、不良率、在庫数、不良数)で確認する。
何がどうなった時に、そこに何が起こっているのか、事実の詳細を調べなければ、本当の原因は分かりません。三現主義を正しく実践するには条件があります。その一つは、その道の「プロ」の目で見ることが必要であるということです。経験、知識、洞察力のない「素人」では、複雑化した工場の現場や、しくみを正しく見ることはできません。熟練者のいない、素人集団化した工場では、一向に不良の因果関係が正しく解明されず、再発防止策は講じられません。
(6) ヒューマンエラーの原因、チェックポイントを決める
大量生産時代の工場では、大勢のワーカーが製造ラインで流れ作業を行う生産体制が敷かれ、そのなかで、いかにポカミスを無くすかに注目が集まっていました。そのために、様々なポカヨケ対策が工夫され、日々改善されていきました。しかし、現在では多品種少量生産、非正規労働者の増加、海外生産や外注による委託生産など、ものづくりに関わる業務は複雑かつ多様化しており企業組織の背景に潜む管理的な要因に着目する必要が生じています。
①間接業務の増加により、モノを主体としたポカミスから情報を主体としたポカミスへの対応が求めら
れています。
②仕組みや体制の整備遅れ、管理がおろそかになり、作業現場では指示違反手抜きなどが横行するよう
になりました。
③管理層の現場軽視のなかで問題が放置されたままとなって、やむを得ず、違反作業を行っている。
④多品種少量生産工程では、ポカミス防止治具、装置製作など、きめ細かい対応が困難となっている。
上記のような状況下で、効果的なヒューマンエラー対策を実施していくためには、次のようなしくみ、ルールを主体とした対策を講じて行く必要があります。
・情報の加工や伝達方法、ルート
・管理層も含めた人の教育方法
・...
・管理層も含めた人の教育方法
・...






















活用マニアル")



