前回は因子のランキング化についてご説明しましたが、今回は各要因に対して具体的水準を対応させる「水準数の決定」について解説します。
1. 因子水準の設定:決定する際のポイント
決定にあたってのポイントは以下の通りです。
- 水準数を2、3、4水準内とし、特に3水準にする
- 前もって水準を大幅に広く設定する
ここで要因効果図を作成する際「水準数が多いほど忠実に出力と要因の関係を記述できるため、3水準より8、あるいは9水準などを積極的に採用したほうが良い」と考えるのはまずい考えです。
直交表で多水準を取ってしまうと、多くの主効果列を犠牲にしてしまい、多く取るほど改善に有効な主効果列の割り付け数が少なくなりますので、2水準系では4水準、3水準系では3水準までとするのが良いでしょう。
図1のような要因効果の場合「3水準より6水準のほうが効果を忠実に現しているように、小水準だと要因効果を精密に描写でないのでは」と考える方もおられると思います。
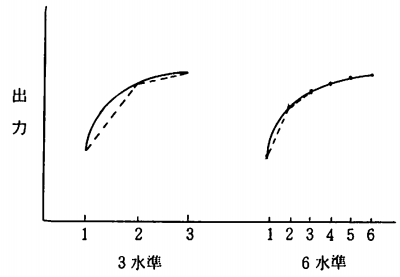
図1. 3水準と6水準との要因関係
しかし、直交表実験ではまず「効果的要因はどれか」ということが関心事項であり、有効な要因を発見した後、さらに好ましい水準を見出すような絞り込み実験を行うことから、この実験では要因効果を見逃さない程度の水準数に限定して構いません。
通常では第2水準を狙いの中心水準とし、第1、3水準を機能しないサンプルが発生しないであろう領域に設置します(図2参照)。ここでいう「機能しないサンプル」とは、回転しないモーター、ポリマーができなかった重合実験などの機能を本質的に有していないサンプルを指します。
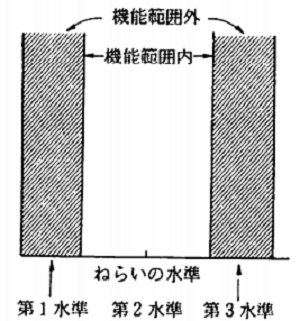
図2. 機能範囲と水準設定
2. 技術者が誤りやすい思考とは
ここで技術者が最も誤りやすい考え方を紹介します。それは…
「機能しないサンプルができてしまったのでは、目的の製品ともかけ離れ、無駄な実験になってしまう。確実に機能するサンプルが得られる範囲を探し、その範囲内に水準を限定したほうが良い」といった思考です。
第2水準の両側に発見してこそ、機能する領域内から最適水準を選定できるのです。実験サンプルの半数程度が機能しなくても構いません。両方のサンプルが混在する実験結果であるからこそ、適切な最適条件を選択できるのです。
このような実験結果になると、第1と第3水準の内側に限定して第2回目の実験を行い、好ましい水準をはさみうちにします。ですから、実験計画法の水準数は3水準がベストであって、4水準以降は必要ないということになります。
ここで「要因効果を精密に描写するために実験するのでは」といったご意見もあると思いますが、これは全く違った考えです。ここでの目的は大幅にとった3水準を要因に設定することで、その要因の持っている出力(目的特性値)への影響力を確認しようというものです。影響力が大きいほど、目的達成のために有利な要因と判断できますから、要因効果図の精密描写を優先して水準数を決定することはありません。このため、実験水準を3水準とし、大胆に大幅な水準を設定して良いわけで、実験サンプルの半数以上が機能外サンプルでも構わないのです。
以上は連続量を有する要因に対しての水準の決め方です。触媒種、機種などは非連続量ですので、その種の数だけ水準になる可能性がありますが、グループ化や分類することで3水準程度にすると良いと思います。
3. 不都合の確認や悪さ加減の証明につながる実験は無益
次に「2水準の要因効果は、温度のように曲線効果を有する要因には適用できないのではないか」といった疑問を持たれる方もいらっしゃると思いますのでご説明します。
通常2水準は、その水準近辺で単調増加(減少)が予想される要因について採用します。図3に示しますが、水準はねらい値の左右に設けた方が良いでしょう。また、明らかに目的特性に不利益な水準、例えば重合しない温度やアッセンブリーできない部品サイズなどが事前に分かっている場合、技術者の実験は目的達成が可能と思える未知領域に水準設定を行うべきです。収率が極端に低い触媒などだった場合も同様の水準設定で構いません。不都合の確認や悪さ加減の証明につながる実験は全くの無益といえます。
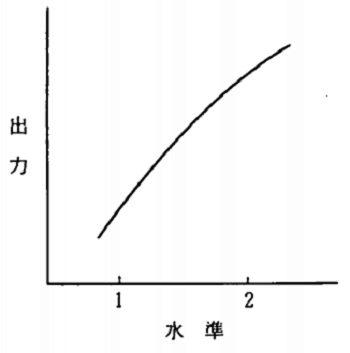
図3. 単調増加(減少)に対する2水準設定
次に水準と品質以外のコストや生産性との関係についてですが、商品はそれ自体の品質よりはコストによって競争力が高まるため、以下のような因子や水準を選択していなければなりません。
- 再安価な部品、工程
- 再安価な加工、組み立て方法
- 高速生産、短時間加工を実現する方法
- 加工工数が少ない、処理工程が少ない方法
- 軽小短薄に対応する部品、工程、システム
- 小エネルギー、少人数化、自動化ができるような水準
- 多品種対応、切替レス工程となるような水準
開発研究はコスト(製品原価+金利他)を目標内とした後、品質目標に達するように改善することが望ましいです。通常は、品質優先となってしまうことからコストが成り行きで決まり競争力のない商品になっています。研究をすればするほど部品の高級化とともに高原価...