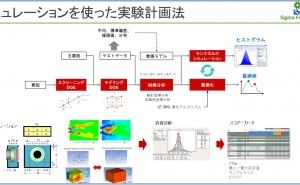
前回は外側直交表に対しての割り付けをお話しましたが、今回は実験作業書の作成について解説します。
1. 実験順番の決め方
実験順番の決め方ですが、表1-1のように、実験労力(負担)や時間が大きく変わるのであれば、やりやすいように順番を決めれば良いと思います。一般的には確率化(ランダマイゼーション)を実施します。また表1-2に挙げるように、水準変更に難容が存在する時は変更困難な同一水準を連続で実験した後、他水準に移る実験順番を採用します。このような実験を分割法といいます。分散分析をする際は表1-3に従って線点図に各要因を割り付けます。また、確率化については実験No.をカードに書き込み、よく混ぜ合わせてから抜き取ったカードの順番に実験を行います。
分割実験を行う際の割り付けとデータ解析については、水準変更の難容によって割り付けデータ解析を行う分割法があります。しかし、従来通りに割り付けた後にやりやすいように実験し、要因効果図から最適条件を決め、確認実験をしても構いません。分割法に対応する分散分析の有無に関係なく、要因効果図からの水準決定で最適条件が決定されます。
表. 1-1 水準変更を困難にさせる理由
| No. | 理 由 | 実験上の制約 |
| 1 | 時間がかかる | 部品数多。分解困難。 作業スペース小。設備装置巨大。 |
| 2 | 費用がかかる | 原料消費大。再使用不可能。 高価格。 |
| 3 | 労力がかかる | 人力で交換。 作業人数に制限あり。 |
表. 1-2 水準変更難易性と割り付け
| 因子名称 | 水準変更 | 割り付け対応記号 |
| 一次因子 | 非常に困難 | 〇 ◎ |
| 二次因子 | 比較的困難 | ◉ |
| 三次因子 | 容 易 | ● |
表. 1-3 線点図の詳別表示と記号
| L32(231) | L64(263) | その他の配列 | |||
| 記号 | 群 | 記号 | 群 | 記号 | 群 |
| 〇 ◎ ◉ ● |
1,2 3 4 5 |
〇 ◎ ◉ ● |
1,2,3 4 5 6 |
〇 ◎ ◉ ● |
1 2 3 4 |
2. 実験の確率化を絶対視しては実験が非現実的に
「フィッシャーの三原則に確率化があるように、実験の確率化は実験計画法に必須要件だ」というお考えの方もいらっしゃると思います。確かに実験の確率化誤差成分の片寄りを評価するには必要なことです。工場や研究所などの大型実験では、現実的に確率化を...