【計測の精度と不確かさとは 連載目次】
計測の結果は、センサ・計測器を用いてどのように計測を行うかによって大きく左右されます。そのため、精度要求の高い計測を行う場合は、単に高精度なセンサ・計測器を用いただけでは目的が達成できず、計測法による影響について考慮する必要があります。今回は、そうした計測条件の影響についてご説明します。
【この連載の前回:計測の精度と不確かさとは(その1)へのリンク】
2. 計測条件の影響
(1)「精度」の基準範囲
センサ・計測器は、様々な物理法則や物理効果を使って物理量を電気信号などに変換するものですので、測定対象の量以外の外界の影響を受けて測定値が変化します。そのため、一般にセンサ・計測器の仕様書では、そうした影響の許容範囲が定められています。
表3に、精度保証に関係するJISの定義を示します。これを見ますと、精度が保証されている範囲は、動作可能な範囲や保管条件に比べて限定されていることが分かります。
表 3 計測条件につてのJISの定義
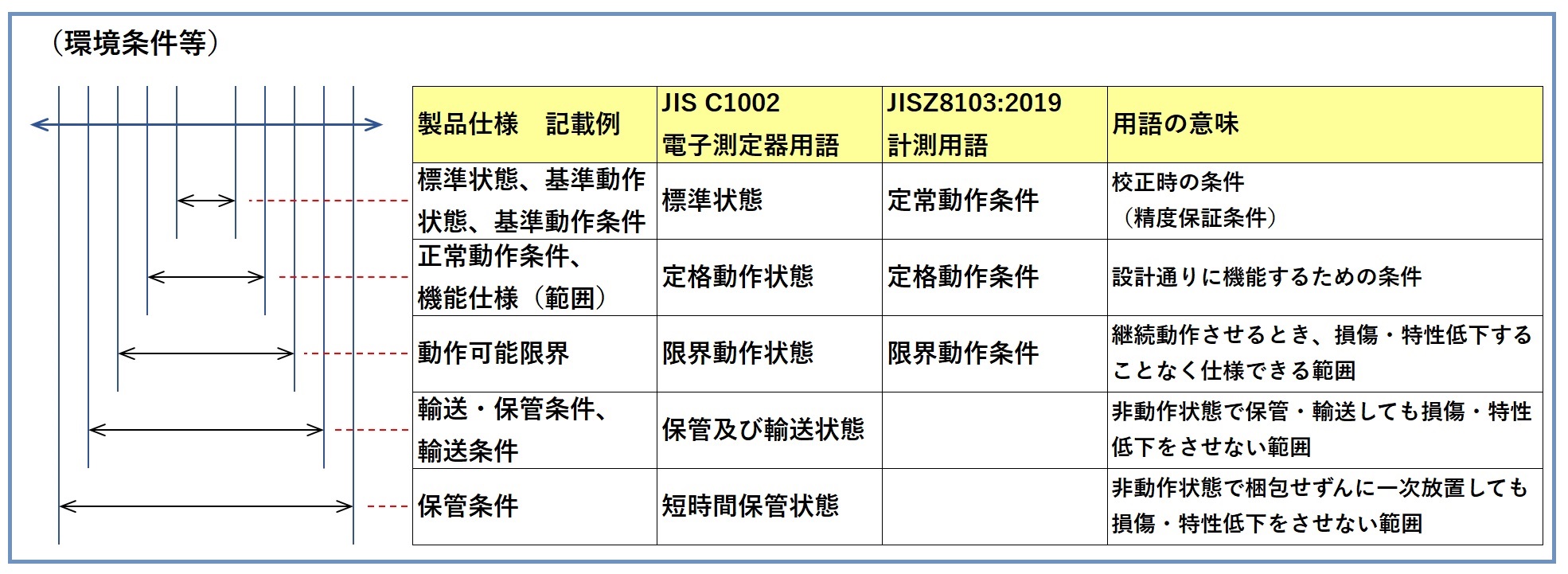
したがって、精度保証の範囲外で高精度計測が必要となる場合は、より広い精度保証範囲の計測器に変更するか、以下のような方法で影響を見極める必要があります。
- 計測器メーカから提示された影響係数を用いる(例)「ゼロ点の温度変動 100ppm/K」
- 予備試験を行い、要因を変化による影響量を実測する
- 過去の測定データから影響量を推定する
(2) 計測への影響要因
では、具体的にどのような影響についての考慮が必要なのでしょうか。計測原理が様々であるために影響要因は製品毎に異なり、一般化することは難しく試験毎に個別の検討が必要となりますが、主には次の4つの側面から検討していくことになります。
① 環境条件
ほとんどのセンサ・計測器は、下記をはじめとする様々な外界の物理量の影響を受け、製品の仕様内で測定できる範囲や影響が記載されています。
- 温度・湿度範囲 (図2参照)
- 振動、衝撃
- 電磁界
- その他の物理的な外乱(圧力、光、姿勢など)
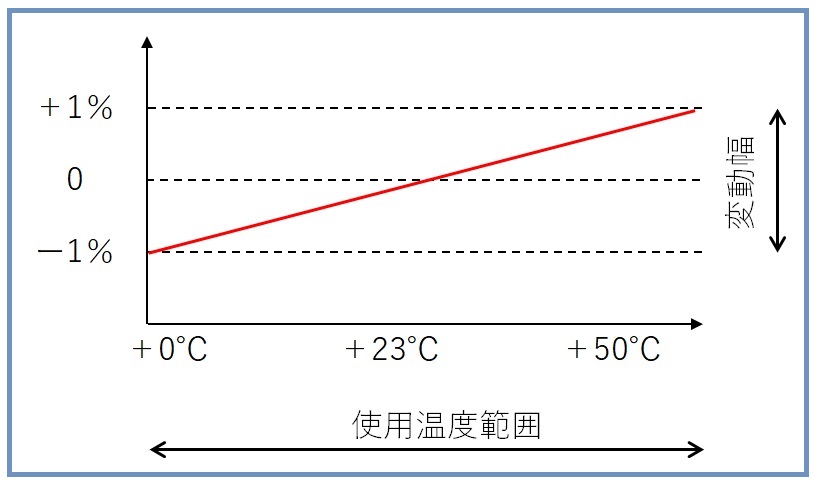
図 2 温度特性の例
② 経時変化
ほとんどの機器は、機能部品の特性変化(劣化)や機器が置かれた環境の影響を受けて時間とともに測定値が変化します。多くのメーカでは、機器の使用状態による影響を把握することはできないため、精度は出荷(校正)時点での保証となりその後はユーザ側で適正に管理・校正を行う前提となっています。
③ 測定対象との関係
計測においては、下記に示すように何らかの形で対象に依存した影響が存在します。これらは原理的に発生するものですので、軽減するためには計測の目的や方法に遡っての改善を図っていくことになります。
- 対象の種類や特性によって計測値が変化する(例)電磁流量計は、対象の導電率によって計測値が変化する
- 測定行為が対象に影響を与える(負荷効果)(例)マイクロメータは押付圧によって対象を変形させ、計測値が変化する
- インピーダンスの影響(例)電圧測定器の入力抵抗と測定対象の出力抵抗の費によって計測値が変化する
- 測定対象の状態(例)樹脂成型品のショット後の寸法測定
④ 測定量の運動状態
時間で変化する対象の計測を行う場合、下記の理由で、実際の値と計測値の間で値の差やタイミングのずれが発生じます。そのため、波形測定器のような動的変化を測定するものであっても、多くの場合は静特性(直流)で精度が規定されます。
- 計測器の応答性、周波数特性、サンプリング周期、遅延
- 計測器と他の機器が接続された場合の同期性
- 物理的に規定できない(瞬間の速度)
- 精度の校正が技術的に難しい(瞬時流量)
(3) 影響量の評価
前項で挙げている影響要因がセンサ・計測器の基準動作条件を越えた場合、その影響量についてはユーザ自身が評価する必要があります。ただし、...