【目次】
【この連載の前回:計測の精度と不確かさとは(その4)不確かさの定義へのリンク】
◆【特集】 連載記事紹介:連載記事のタイトルをまとめてご紹介!!
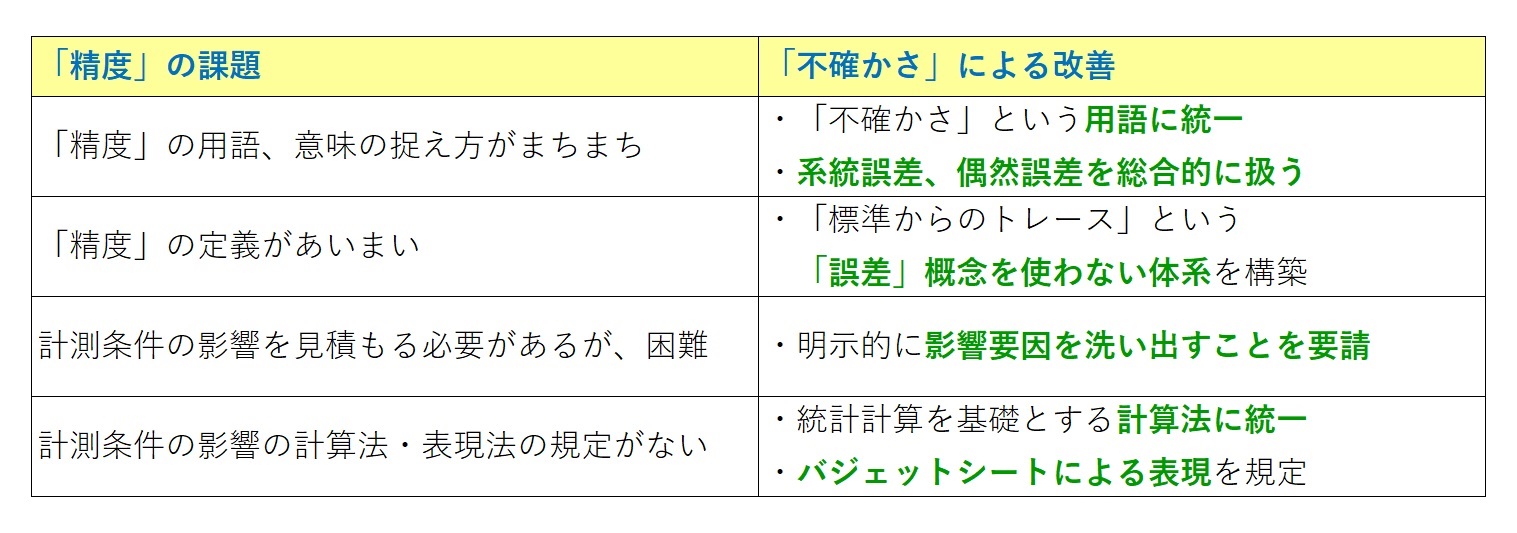
測定の”不確かさ”という従来の“精度”に置き換わる概念が「世界中のどこでも共通の定義で扱える量」「計算や表現が規定される量」として、1993年以来ISOで提案され、国際規格や論文等の技術基盤として浸透しつつあります。前回に続けて今回は、測定の不確かさの具体的な計算方法について解説します。

5.「不確かさ」の計算・表現方法
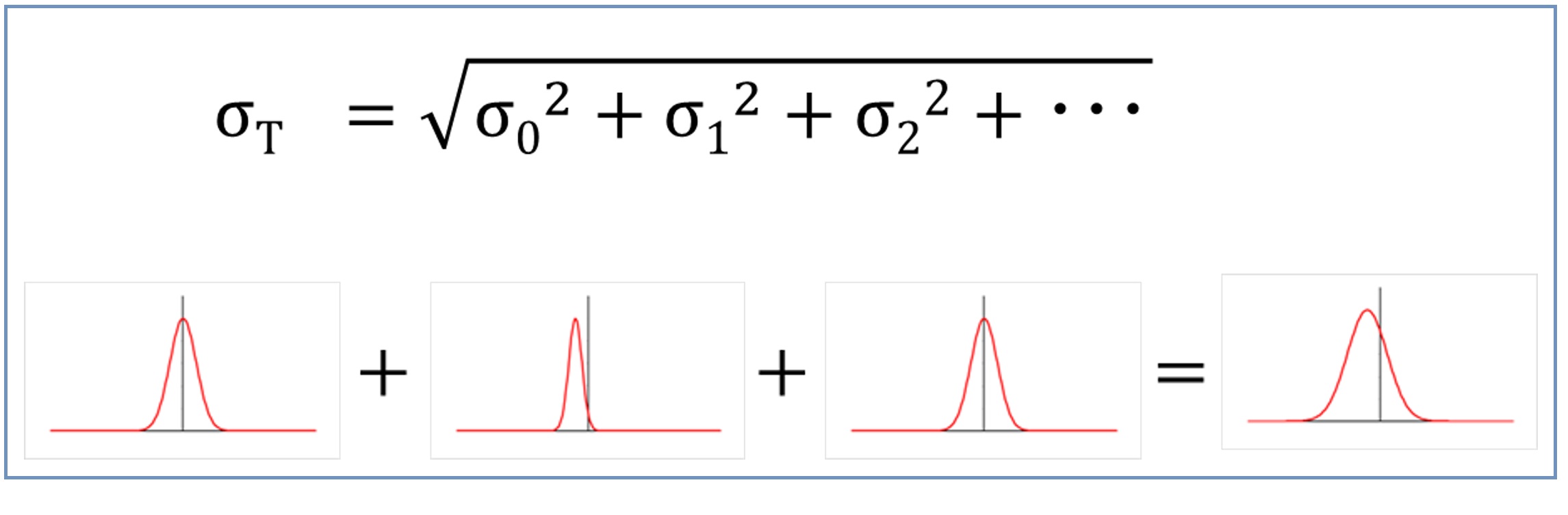
不確かさの計算方法を、以下に順を追ってご説明します。先にご説明しましたように不確かさは計測で発生するばらつきを表していますので、計測時にばらつきを発生させる要因をすべて洗い出し、各要因に起因して発生するばらつきを加算することで全体としての計測結果のばらつき=信頼度を計算するという流れになっています。
(1) ばらつき要因の洗い出し
センサ・計測器自体のばらつきや、計測条件による影響要因を全てリストアップします。ここで全ての要因について網羅性することが計測の信頼性の担保につながるため、全体の中のベースとなる番重要な手順となります。そのためには、図4のように4W1Hで考えを見える化、識者を交えたブレインストーミング、部署内でのレビュー等により検討漏れ防止を行うことが効果的です。
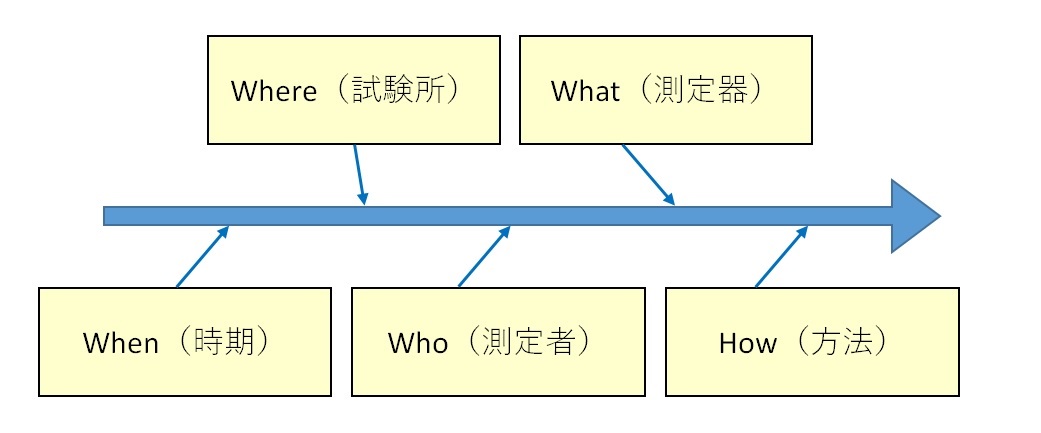
図4.要因の分析
(2) 要因毎にばらつき(標準不確かさ)を見積り
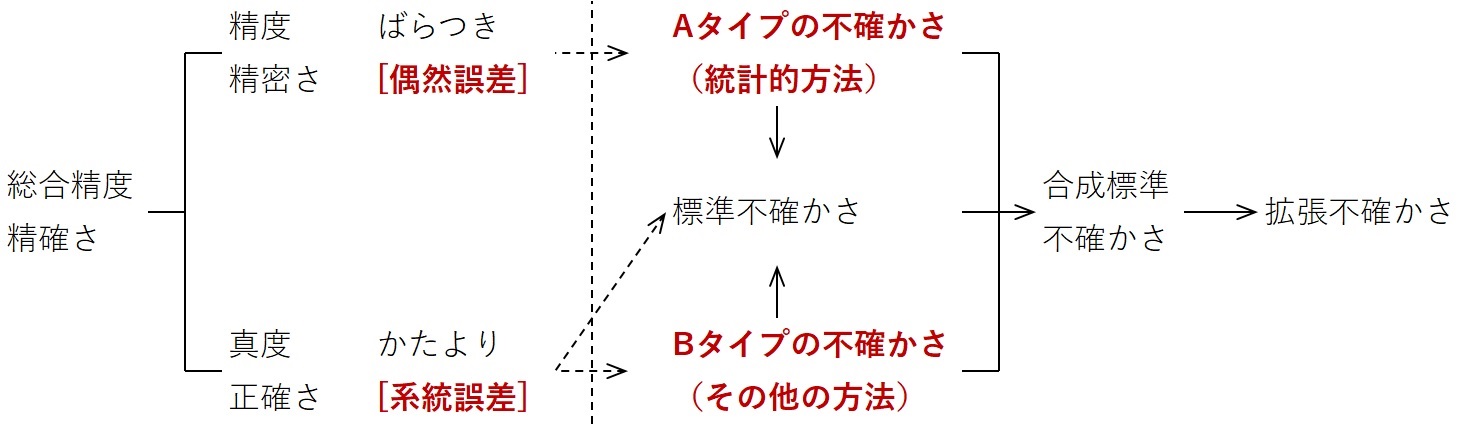
次に、挙げられた各要因でどの程度のばらつきが発生するかを定量的に見積もる手順になります。その際、次の2つのどちらかの方法を用いますが、それぞれに得失がありますので状況に応じた適切な方法を選びます。
- タイプA:統計的方法によって評価(繰返し測定でばらつきを実測)直接的だが、測定値に含まれる複数要因の影響を分離するのが難しい
- タイプB:その他の手段で評価(校正データ、カタログ値など)単独影響を求...