1.展示会概要
IPF(国際プラスチックフェア)は、3年に一度開催されるプラスチックの国際展示会で、IPF JAPAN 2017(IPF2017)として、2017年10月24~28日にかけて千葉市の幕張メッセにおいて開催されました。3年前と比べると来場者数は+2%ですが、海外からの来場者は-2%です。また、前回と比較すると、ブースの隙間は減っており、トータルの展示スペースは増えていました。世界3大プラスチック展のひとつと言われることもありますが、ドイツのデュッセルドルフで開催される国際展示会に比べると規模は小さく、射出成形機を中心とした展示の構成になっています。今回の解説は、連載としてレポートします。
2.射出成形機の進化
各成形機メーカーで共通しているのは、大型のディスプレイ、スマホ感覚の入力方法、画面のカスタマイズ、周辺機器との通信・成形機のネットワークへの対応です。この流れは前年のIPF2016でも見られた流れであり、3項のスマート工場・IoT化のための基盤になっています。図1は東洋機械金属のSYSTEM800の画面で、18.5インチの大型カラー液晶ディスプレイでスマホ感覚の操作が可能になっていました。
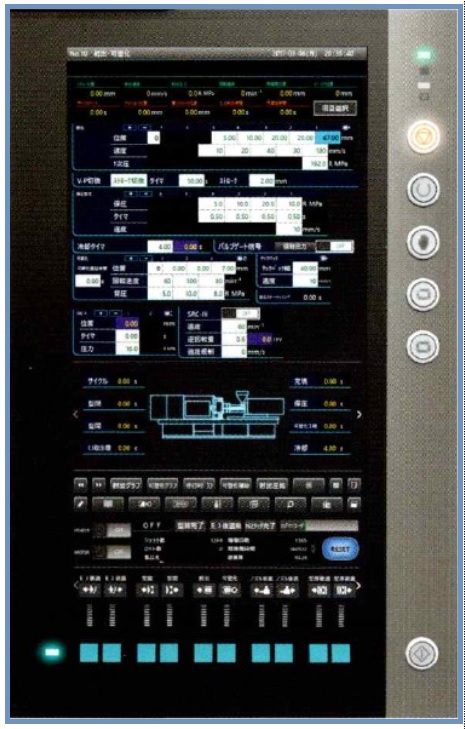 図1. 東洋機械金属の新しい操作パネルSYSTEM800(東洋機械金属の配布資料より)
図1. 東洋機械金属の新しい操作パネルSYSTEM800(東洋機械金属の配布資料より) 各成形機メーカーや周辺機器メーカーが同じプロトコルでデータを取り扱うようになってくると、成形機のパネルは各社が独自開発するのではなく、「共通のソフトウェアがあってユーザーがカスタマイズして使う」方向に進んでいくべきだと考えます。成形機の構造としては可動プラテンのリニアガイド方式が多く採用されていました。
3.スマート工場とIoTへの取り組み
成形工場を単に無人化するのではなく、生産のフレキシビリティを高めるための取り組みが多く見られました。特に多品種極小ロット生産のための自動金型交換や自動材料替えの実演が目立ちました。東芝機械は230トンの成形機を用いて、5ショット毎の自動金型交換を実演していました。短時間で金型を交換するために、プラテンがマグネット式になっており、自動突き出しピン交換、自動カプラー、自動型厚調整で完全に無人金型交換を行っていました。また、周辺機器との通信については同じプロトコルを用いることで一体化を目指していました。
住友重機械工業はMtoM IoTと称して、315トン成形機を用いて、生産管理システム、成形機、周辺機器(QRコード管理)を接続し、生産立ち上げの迅速化の取り組みを実演していました。実演は2キャビの金型で1キャビと2キャビを切り替えた生産でした。IoTに関するブース内セミナーを毎日5回行って積極的なPRを行っていました。
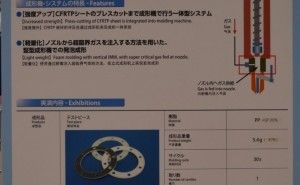
また、50トン成形機を用いた自動色替の実演を行っていました(成形品はPP製インペラ3個取 図2)。このシステムでは顔料を直接スクリューの上に落とすこと、全自動パージ、顔料が残留しにく...
 図2 住友重機械工業ブースで実演していた自動色替の成形品(ブース内配布資料より)
図2 住友重機械工業ブースで実演していた自動色替の成形品(ブース内配布資料より)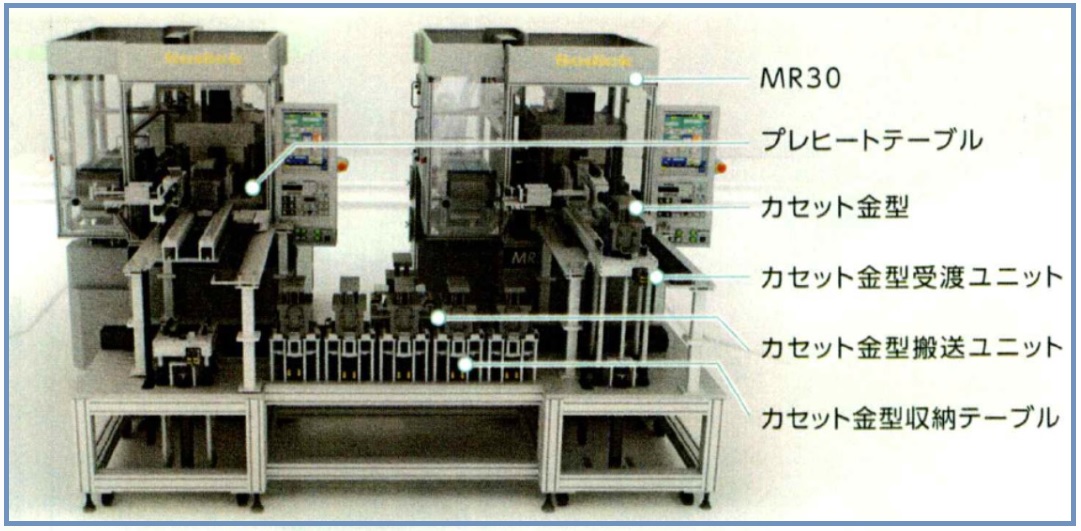 図3 ソディックのスマートファクトリー(配布資料より)
図3 ソディックのスマートファクトリー(配布資料より)