信頼性評価の時間、費用を低減したい
199件中 161~180件目
-

統計教育が必須な検査担当者
測定や検査結果の値で合格判定を行い、製品性能の品質保証をする事は製造業に取っては当たり前と言える日常的作業です。一方で検査や測定の正確さや信頼性を担保す... -

転ばぬ先の杖~RFCの備え
RFCとはResponse Flow Chart(若しくはchecksheet)の略語です。あまりポピュラーな用語ではありませんが、外資系の製造業では良... -
分散の加法性とは
SQC(Statistical Quality Control:統計的品質管理)というと、期待値、確率変数、標準偏差、正規分布... -

工程能力指数
◆ Cp=3.0なのに苦情が絶えないのは? Cpとは工程能力指数です。特性値が規格範囲にどの程度収まっているかを観る為の指数です。ある部品の長さ規... -
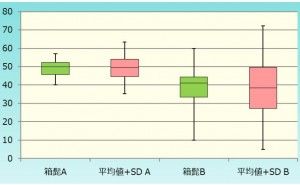
層別比較に便利なグラフ
層別比較に便利なツールとしては、『箱ひげ図』があります。箱ひげ図は少数データの扱いも容易で作成も簡便なので便利ですが、分布の中心が中央値で、分布の幅がパ... -

標本誤差と非標本誤差
他の技法解説で、母比率の推定について視聴率を例に取り上げました。その中で『 標本誤差 』について述べましたが、これ以外にも『 非標本誤差 』があります。... -
全数調査は何の為に必要か
調査には対象全部(母集団)を調べる全数検査と標本を採取して調査する抜き取り検査の2種類があります。しかし母集団全部を調査するのはコストや時間の問題で現実... -
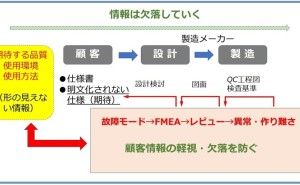
FMEA導入の前に検討すべき課題(その2)
顧客が期待する製品の情報は、図面にアウトプットされるが、顧客の期待・要望を100%表すことができません。また、工場における上流工程と下流... -

FMEA導入の前に検討すべき課題(その1)
FMEAの導入を検討しているが、どのような手順で実施すればいいか?またすでにFMEAを導入しているが効果を上げるにはどうしたらいいかなど... -
Zスコアと標準化 工程能力の理解 (その4)
【工程能力の理解 連載目次】 工程能力とは 工程能力指数-Cp... -
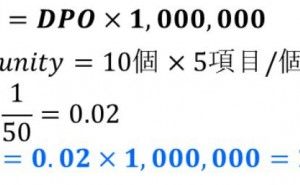
DPMO(Defects Per Million Opportunity) 工程能力の理解 (その3)
【工程能力の理解 連載目次】 工程能力とは 工程能力指数-Cp/Cpk ... -
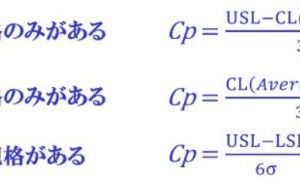
工程能力指数-Cp/Cpk 工程能力の理解 (その2)
【目次】 ▼さらに深く学ぶなら!「工程能力指数」に関するセミナーはこちら! 1.行程能力の指数化 前... -
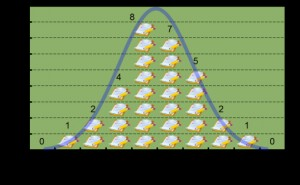
正規分布について
1.正規分布とは 一般に自然界のデータ分布は左右対称の釣鐘形状になります。例えば平均が50点の試験があれば、そこを中心に点数の分布が左右に広がります。... -
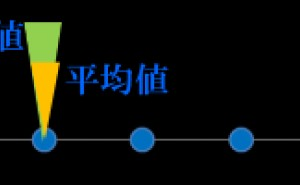
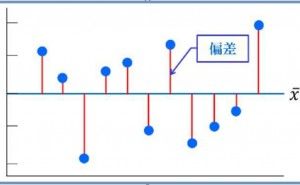
基本統計量について(平均値・中央値・分散・標準偏差など)
数値データを分析するにあたり、情報の特徴を知るために基本的な統計量がありますので、今回はその中のいくつかについて説明します。 1.平均値(mean、a... -
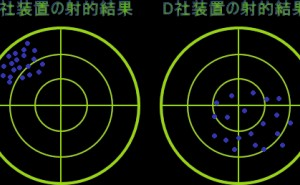
データのばらつきと母集団
1.ばらつき 同じ条件で採取したデータであっても、一定の範囲内で変動しています。 即ちばらつきがあるということです。 ばらつきが大きいとは広い範囲にデ... -

コンピュータ支援による工学的検討:CAE導入の課題
1.CAEによる開発期間の短縮 CAEは開発期間短縮には欠かせないツールの一つとして位置づけられています。しかし、3D-CADの導入が進む一方で、CA... -

部品機能の重要性 カーボンブラック工場の事例
私は設備を安定稼働させるための機能は元々設備に組み込まれており、部品の機能を知る事が何よりも重要と考えています。その事例をひとつ紹介しましょう。 ◆関... -
設計業務のコツ8カ条
これまで設計業務30年の経験を集大成してみました。悪戦苦闘して自分なりのコツを見つけることも悪くありませんが、ベテランの話も参考にしてみてください。 ... -

モノづくり十の掟 -戦略的技術者を目指せ-
これまで解説した内容も踏まえて、モノづくりを進める上で重要な考え方を十項目にまとめてみました。 1.モノを作る前に品質を創れ 2.品質... -

ボーイング787機のトラブル続出に思う
最新鋭機のボーイング787の相次ぐトラブルは、大事故につながる恐れがあることが分かってきました。787機は鳴り物入りで登場して2年、日本製の国産部品が3...











