

【JIT(ジャストインタイム)連載目次】
- 1. リードタイムの短縮は、全体を見ることから
- 2. コストダウンはリードタイム短縮で
- 3. バッチではなく一つずつ取組む
- 4. 押すから引くことに変えて在庫削減
- 5. リードタイムを短縮して武器にする
- 6. 工程の流れを見えるようにする
- 7. 生産情報の整流化でムダ取り
- 8. 工程全体を魚の形で見えるようにする
- 9. リードタイム短縮はムダ取りから始める
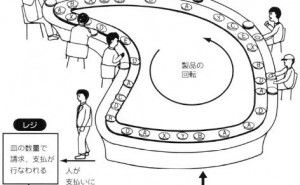
1. JIT:リードタイムが100日間でも1日間でもコストは同じ?
製品の生産する期間をリードタイムと呼んでいますが、加工時間や段取り替え時間、停滞時間や運搬時間が長くなっていきますと当然リードタイムは長くなってきます。このリードタイムが長ければ、その工程内にある原材料や仕掛り、さらには完成品の量はほぼ比例的に多くなるものです。現場の目の前にある原材料や仕掛り品には、スーパーマーケットのように値札が付いていませんので、オペレーターは知る由がありません。これらが積算されると膨大なコストになり、さらにそのための購入費用は、銀行から多くを借りているので、その金利までも掛かってきますので、ますますコストがいくら掛かっているか見当がつかなくなります。
また、この製造リードタイムだけではなく、お客様から受注をもらって生産指示を出すまでの期間も間接部門やこれらを管理するIT管理費用のコストが加算されますので、コストはさらに膨れ上がります。リードタイムが長くなるほど、それにまつわるムダなコストが雪だるま式に膨れ上がっていきます。
品質についても同様で、検査にはコストが掛かり、不良が出るとコストが掛かります。そのために手直しを早くしなければなりませんし、不良が発生したためにラインの調整を何度もしなければならないなど、実は目に見えないところで大きなコストが掛かってきます。また、今掴んでいる品質コストといえばスクラップくらいで、手直しして何度も検査したり、そのために部品を補充したり、それらのために物凄いコストが掛かっている失敗コストを正確に把握している工場はかなり少ないといえます。
また現在の会計システムにおけるルールでは、停滞を繰り返しながらダラダラと100日掛かって作っても、たった1日でさっさっと流して製品をつくってもコストは変わらないというおかしな点がありますが、昔からのルールなので矛盾を抱えたまま現在も適応されています。実際には、リードタイムが長いために物が溢れてしまい、物がどこにあるか探し回ったり、誰かに訊ね回ったり、積み上げたパレットを用意したり運搬したりする運搬費用やそのための保管費用、さらに管理費用が掛かっているはずです。だからリードタイムが違ってもコストは同じだという、そんなことはありえないことであり、それは現実と明らかに合っていないものと気付くことが大切です。
2. JIT:人件費削減ではなく、リードタイムを短縮する
コストを下げるために、直接関わる人件費を削減するということに注力している会社が多くありますが、それは根本的に間違っていると考えます。これは特に短期間に利益だけを注力する米国で多く見られた処置ですが、会社の財産である人を簡単に削減して、競争力や会社の士気を一気に低下させてしまった事例は数多くあります。
やるべきことは別にあり、まずリードタイムの短縮を徹底して行うことです。工場内の5S活動で不要物を廃除し、必要なものを出来るだけ少なくして、スーパーマーケットのように表示標識をして誰でもすぐに正確に判別ができ、異常がすぐにわかるようにしていきます。加工時間や段取り替え時間の短縮は、一人ではなく複数の人で一気に短縮するようにします。個別の改善から離れ小島だった工程間を一つの流れになるようにつなげます。さらには、これをまとめたU字ライン化や大部屋化など、物や情報が出来るだけ停滞や運搬がなくなるようにしていきます。
実はリードタイムを長くしていた要因は、工程間のつなぎの部分が機能的につながっていなく、分離していたことによるものです。それは、その工程や設備が不安定であったり、信頼性がなかったりしていたために、余分な仕掛りを持つことで何とかつなごうとしたために、結局リードタイムが長くなったのです。ある意味で、異常がすぐに異常にならないという工夫(改悪)を現場がしていたのです。
これはオペレーターの問題ではなく、マネージャーやトップの責任であり、すぐに方針を変更して異常が異常とすぐに誰でもわかるようにして、その異常を全員で一つずつ潰していくスタンスで取り組んでいきます。今まで隠そうとしていた問題をあえて、顕在化し、見えるようにして積極的に全員で協力して、問題解決に注力するように仕向けていくことです。
品質向上はさらに重要で、検査はあえて抜き取りから全数検査をして不良を発見するようにします。このときにコストをかけない改善を取り込みます。不良を受け取らない、不良を造らない、不良が造れない、不良を流さないといった考えもこの機会に取り込んでいきます。これらのツールは多く紹介されていますが、会社の方針として取り込みが不足していたり、やっていなかっただけのことなのです。その気になれば、すぐにできるものが多くあり、まずやってみることです。
不良がなくなれば、手直しや廃棄はなくなり、リードタイムがドンドン短縮していきます。リードタイムが短縮されると、仕掛りが減り、コストが削減できるようになります。経費削減だけの活動は、本質的なものではないはずです。直接見えなかったことへ、視点を変えることが求められます。
3. JIT:逆に教育などにコストを掛ける
利益を確保するために、コストを掛けるべきであると言いますと多くの...












![[エキスパート会員インタビュー記事]食品業界の改善活動から始まった多面的な改善アプローチ(小松 加奈 氏)](https://assets.monodukuri.com/article/jirei/2264/a9eb64e5-28e8-47eb-a839-d2547966154e-thumb.png?d=0x0)
















-その原点を考える")
-戦略・知識-")






