【パラメータ設計、連載目次】
品質工学(タグチメソッドのパラメータ設計)は何のために行うのでしょうか?製品の信頼性を確保するための設計手法はFMEA/FTA/リスクアセスメントなど様々な方法があります。
1. 従来の信頼性の考え方
自動車のリコールの増加は、製品自体の構造が複雑になったこと、消費者の目が厳しくなったこと、それに、開発期間の短縮で、設計工程で問題をすべてつぶし込むことができないなど、以前とは異なった市場環境における従来型の品質管理の限界を示しているのです。
品質管理でリコールが防げない理由は、リコールの原因が設計段階で仕込まれているからです。したがって設計の方法と考え方を「未然に防止」の考え方に革新しない限り、リコールを減少させることは難しいのです。
しかし、今までの設計手法では、顕在化していない不具合を見つけ出すために膨大な時間とデータが必要となる点です。従来の信頼性試験では、数カ月――場合によっては1年以上の歳月をかけてテストをしてきました。それでもすべての不具合点を評価できたわけではありません。
さらに未知の現象にまで対象を広げるのですから、いままで以上の長時間と大量のデータ数が必要となるでしょう。いままでの方法論はもはや現実的ではありません。立ちはだかる時間とデータ数の壁に対して、どうすればいいかということが問題となっているのです。
2. タグチメソッド
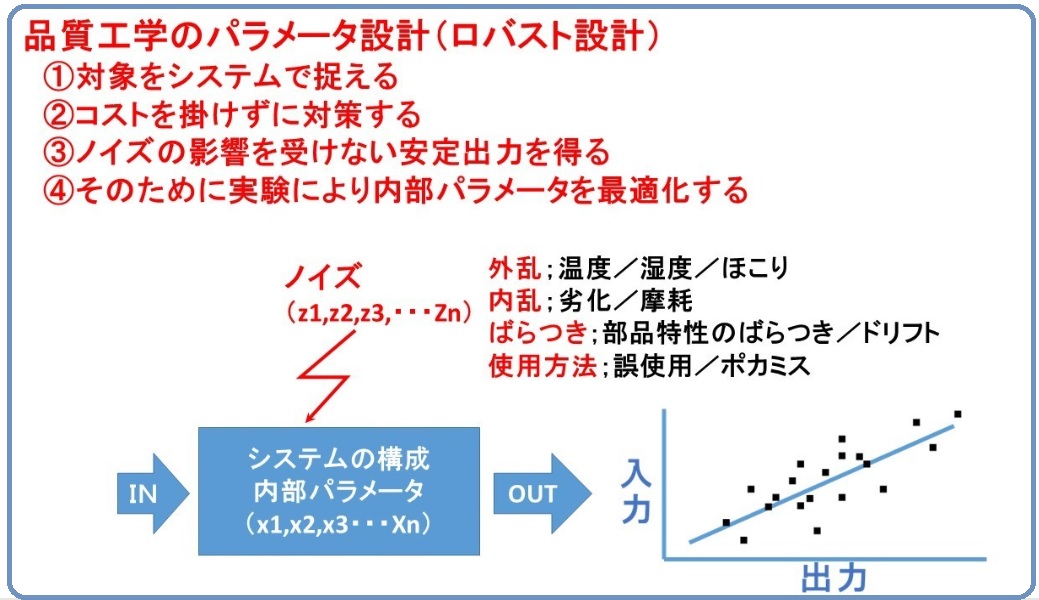
前置きが長くなりましたが、タグチメソッドの狙いは、市場で発生する不具合を設計段階で未然に防止することです。下の図をご覧ください。
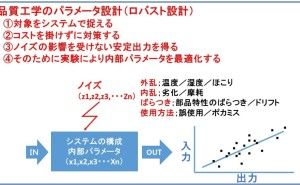
品質工学(ロバスト設計)とは、システムに於いて、コストを掛けずにノイズによる出力特性の変動(ばらつき)をなくす設計手法です。(不具合発生確率の予測は困難だが安定性は容易に測定可能)設計時点における不可避なばらつき要因(使用環境・部品そのもの・劣化)を取り除くのではなく影響を減衰させる設計を行うのです。(ロバスト設計)
品質工学におけるノイズは 3 種類に分類しています。
・外乱 システムの外部から加わるノイズ。環境変動や使用条件のばらつきなど。
(静電気、塵埃、温度・湿度、誤操作、ポカミス)
・内乱 システムの内部で発生するノイズ。使用部品や材料の劣化、特性のドリフトなど。
(構造的な変形・摩耗、劣化、化学変化、ドリフト)
・品物間ばらつき 使用部品や材料のばらつき。品物が作られたときにすでにあるノイズ
(物理的ばらつき、特性のばらつき)
(静電気、塵埃、温度・湿度、誤操作、ポカミス)
・内乱 システムの内部で発生するノイズ。使用部品や材料の劣化、特性のドリフトなど。
(構造的な変形・摩耗、劣化、化学変化、ドリフト)
・品物間ばらつき 使用部品や材料のばらつき。品物が作られたときにすでにあるノイズ
(物理的ばらつき、特性のばらつき)
従来から行われているばらつき抑制の一般的な設計は、まず目標の出力が得られる試作品を作り、その後、カットアンドトライで品質トラブルをつぶしていく。パラメータ設計では、システムの入出力関係のばらつきについて、その原因を追求しそれを抑え込む方法は採りません。(いくらやっても切りがない、コストアップになる)
水道の蛇口の例:横軸がコックの回転角、縦軸が蛇口から出る水の流量
理想的な蛇口の性能:コックの回転角の大きさと水の流量が比例し、直線関係にある
(現実は、ねじのガタやパッキンの劣化などのノイズによって直線関係が乱れる)
理想的な蛇口の性能:コックの回転角の大きさと水の流量が比例し、直線関係にある
(現実は、ねじのガタやパッキンの劣化などのノイズによって直線関係が乱れる)
この場合、...





















-守・破・離ー")







