今回紹介する機械加工メーカーは、富山県にある株式会社Tです。同社は、総従業員数1200名を超え、国内7社・海外4社からなるT科学グループの機械加工部門としてその一翼を担い、グループが行う電子部品・精密機器、FAシステム、その他多くの製造販売事業の一端を支えています。
同社は、5軸、門型マシニングセンターや、5面加工機など、多くの工作機械を駆使し、鉄系材料やアルミ合金などの切削加工を主力事業としています。同社は当初、グループ企業で製造される、FAシステム、電子部品実装装置等の部品加工に特化し事業を行ってきましたが、代表取締役の方針は、今後ますます厳しくなる外部環境に打ち勝っていける技術力を持つためには、グループ内に供給する部品加工だけでなく、グループ外メーカーからの需要を取り込み、その競争の中で他社を凌駕する技術を得ていく必要があるという考えでした。
その同社が今注力しているターゲット市場が、航空機部品の加工事業です。2014年5月に航空機メーカーと取引を開始、2015年5月にJISQ9100を取得し、これまで同社が培ってきた軽金属をはじめとした精密部品の加工技術と、高度な品質管理といった同社の強みが発揮できる分野でもあるのです。同社は今、この事業を収益の柱とするべく、さまざまな取り組みを行っているところです。
その取り組みの中、同社はさらなる競争力を得るために、より精度の高い原価管理の仕組みが必要だと考えていました。そこで、同社の多品種生産に特化した原価管理の仕組み構築について、筆者がサポートすることになりました。今回は、この同社へのサポートを取り上げ、多品種生産特有の原価管理について解説していきます。
1. コアコンピタンス
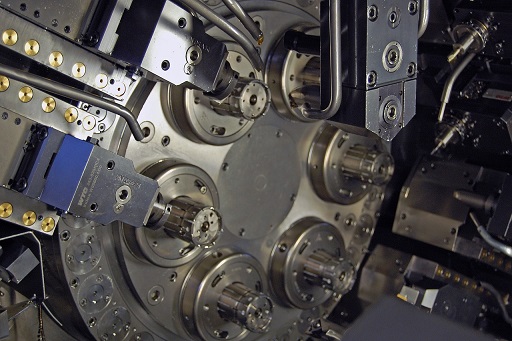
同社の強みとして、立形・横形・5軸加工機など、多彩なマシニングセンターの最新機を豊富に設備している点があります。これらの設備を2直体制でまわしており、高い生産性を実現しているのです。また、製造現場は高い改善意欲を持っており、2011年より開始した改善提案制度では、現在700件を超えた提案があがっています。そうした提案の中で生まれ、徹底した外段取りの一つに、工具長までセッティングしたマシニング用ツールと加工素材をセットにしたワゴンを、機械横に配膳する仕組みがあります。
同社のオペレーターの役割分担として、機械オペレーターと冶具設計・CAMオペレーターは切り分けて担当しています。同社には24パレットの横形マシニングがありますが、こうした設備を高い稼働率でまわすためには、信頼性の高いCAMデータが欠かせないのです。同社ではこうした特殊設備の稼働を専任のオペレーターが支えています。
2. 作業者の工数把握
こうした強みを発揮し、航空機事業を進めている同社ですが、盛んに行われている現場改善の効果と、企業の収益性との関連がはっきりと見えてこないという課題がありました。これは多品種生産でありながら、大量生産向きの原価管理だったことが原因の一つでした。大量生産式の原価集計は、製品ごとにかかる人件費を計算する際、出来高に対し一定割合でかかった工数を案分することが多いのです。例えば、200時間かかる機械工数の製品であれば、一律に20%や30%などの人件費を見込んで計算するというものです。しかし、この方法は実際の「作業者」の実績や、取り組んだ改善効果が見えてこない弊害があります。また、新規受注する際にも、製造現場の余力がどれだけあるのか、わからなくなってしまうのです。
機械加工業においては、どれだけ機械が空いていたとしても、機械を仕掛けるのは人間であり、原価の大半は機械加工が占めていても、仕掛ける作業者の余力もなければ稼働率を高めることはできないのです。この作業者の工数を適正に把握できていない点が、同社の課題でした。
3. 見える化したい指標
筆者と共に、同社が見える化したい指標を洗い出した結果、次のものが挙がりました。
製品ごとの収益性
機械ごとの生産性
作業者ごとの生産性
部門ごとの収益性
リアルタイムな企業損益
機械ごとの生産性
作業者ごとの生産性
部門ごとの収益性
リアルタイムな企業損益
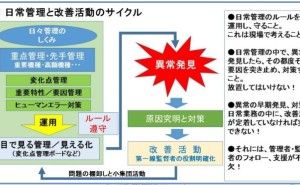
これらを見える化するためのデータを横断的に集計していく方法として「追番管理方式」があります。追番管理方式とは、仮に同じ製品であっても、生産ロットごとに連番を振り分け、都度別々に管理していく方法です。この方式のうえで、作業者の工数を負担にならない方法で集計していくこととしました。これにより、ロット数や加工状況に応じたリアルな工数を集計することができるようになります。また、同社の課題であった、企業損益と改善効果をどう関連付けるかという問題ですが、これは機械加工における利益構造の複雑さが根本原因です。そもそも機械加工における製品ごとの原価には、材料費・工賃・購入品費・外注費などがありますが、この中で「工賃」の扱いが難しいのです。
工賃とは、人の作業や、機械加工でかかったコストであり、例えば年間にかかる総人件費を、どう製品ごとに案分するかという問題があります。これについては、通常、マンレートやマシンレートと呼ばれる一時間や一分あたりの人件費や機械償却費を、製品ごとにかかった工数を乗じて計算します。ところが、日々の改善効果によって、製品ごとの作業や機械加工の時間を削減できても、企業損益における費用の大半を占める人件費や機械償却費、リース費用などは固定費であって、これが減るわけではないのです。これが、企業損益と改善効果がうまくリンクしない原因です。
製造原価における材料費・工賃・購入品費・外注費などのうち、工賃以外のコスト削減は、決算数値に直接現れます。例えば、高額な工具を、同等の性能を持つ安価な工具に置き換える改善などは直接、工具購入品費の削減として利益の増加に寄与するのです。ところが「工賃」の削減についてだけは、直接損益に直結しません。例えば、ある製品の作業工数を半分にしたからといって人件費、つまり給与を減らせるということにはならないのです。そこで、生産余力の管理というのが重要になります。
作業工数・機械加工...