今回紹介する部品加工メーカーは、T鉄工所です。同社は、フォークリフトの構成部品の機械加工を行っており、特に溶接製缶品の切削や穴あけに特化した加工技術が得意です。この分野の機械加工については、経営者3代に渡って実績を積み、強みを発揮してきましたが、3代目経営者となる専務の経営方針として、新たに幅広い顧客の開拓に取り組んでいます。しかし、これまで特定分野に特化してきた技術は、逆に足かせにもなるという面もあるようです。
1. 新たな取り組みとしての3次元データ加工
そこで同社は、縦型マシニング・NC旋盤・横中繰り盤といった、部品加工の切削に必要な主要設備が揃っている点を活かし、販路開拓を進めつつ、さらに幅広い加工ニーズに対応するため、3次元CAMを使ったデータ加工に着手することにしました。
板状の加工部品については、パンチプレートやストリッパープレートといった各種のプレートなど、ある程度決まった形になりがちな金型メーカーの部品加工とは異なり、個別受注型の部品加工メーカーでは、さまざまな形状の部品の加工を行っています。その反面、金型メーカーではかなり以前から導入されている3次元設計やデータ加工には着手できていないというメーカーも、まだまだ多く存在しています。
加工部品の中には、部分的に3次元データ加工を必要とするものもあり、同社はこれまでこうした加工品の受注は断るか、外注対応するしかなかったのです。今後は自社技術として内製化していこうという方針です。
2. 教科書がない3次元データ加工
切削加工の基礎や理論に関する市販の教科書は多く存在しますが、自由曲面などを有する金型意匠面などの3次元データ加工について、手引きとなる本は、筆者が知る限り存在しないのです。これは企業固有の技術となっており、それ以外ではCAMを購入したベンダからの操作教育の際に、他社事例などを元にした加工手順を教えてもらうぐらいしか手立てがありません。
このため、新たに着手しようとするメーカーにとっては参考となる情報が乏しいのです。そこで今回は、筆者が25年前、倣い加工機からスタートし、各種のCAMやマシニングを操作してきた経験を踏まえ、3次元データ加工のセオリーをまとめてみたので、参考にしていただければ幸いです。
3. 実際の手順と根拠
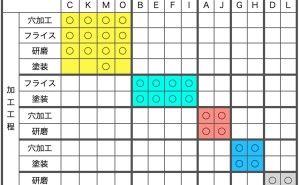
形状の複雑さや精度により、他に手順が増減が、大まかには下表の手順となる。
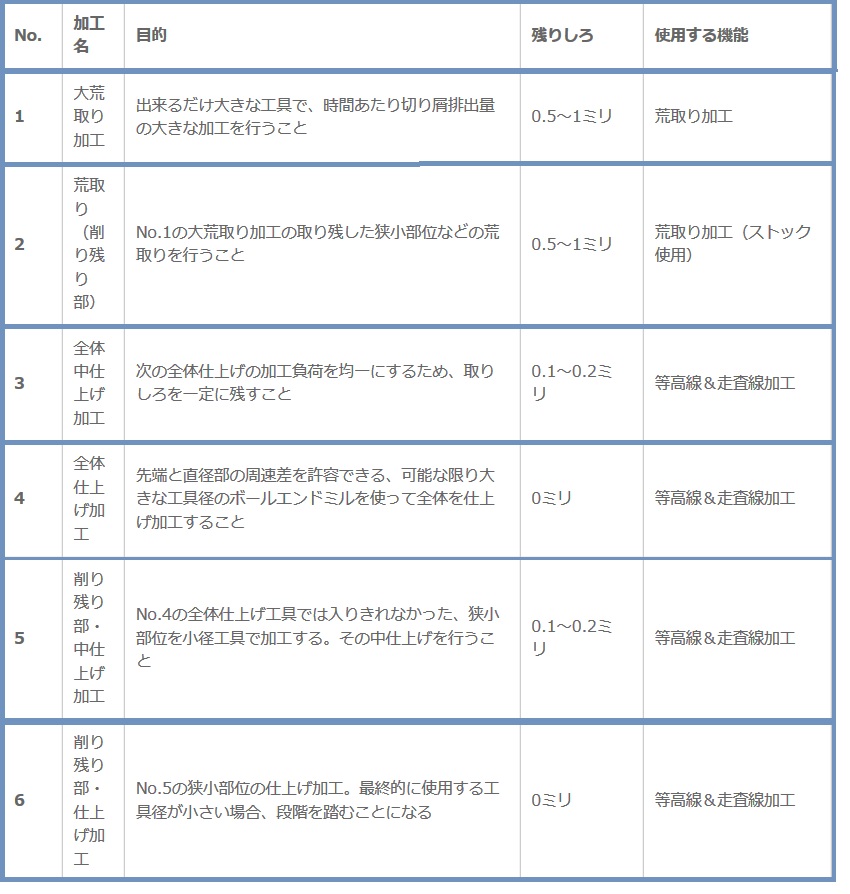
この表に記載されている内容について、主要なものを取り上げ見ていこう。
No.1 大荒取り加工
この加工の目的は何と言っても「効率性」である。次のNo.2の工程に加工残り量を多く残さない程度に、できるだけ大きな工具径で、時間あたりの切り屑排出量を多くする加工が望ましい。使用する工具はラジアス工具が中心となろう。ただし、大きな工具は加工負荷が高いため、クランプ状態や機械剛性を考慮する必要がある。使用するCAMの機能では、「荒取り加工」用を使うことになる。ここ最近のCAMで計算される加工パスは、この荒取り加工の軌跡や加工条件の調整機能が優れており、この優劣が、CAM選定の決め手になる場合もある。
No.2 荒取り(削り残り部)
この工程で使われる機能は、ストックと呼ばれる、前工程が終わった後の素材形状に合わせて加工軌跡を計算する、荒取り加工の続きである。従来は、この機能の有無がCAM選定の決め手になった時もあったが、現在ほとんどのCAMが備えている。逆にこの機能がないと、大規模な切削量を要するワークであっても、狭小部位が一部存在するだけで、そこに侵入できる小さな工具で荒取り加工しなくてはならなくなる場合もあるため注意したい。なお、指定する残りしろは、No.1の大荒取りより小さくすると、再度全体領域を削る軌跡が計算されるため、加工時間の冗長につながる懸念もある(残りしろは同じが望ましい)。
No.4 全体仕上げ加工
この工程はまさに形状全体を、目的の寸法精度、表面粗さに仕上げる工程となる。使用する工具は、自由曲面に倣って加工できるボールエンドミルが中心である。ポイントは、どの直径の工具を使うかだが、形状内にある最小凹Rの大きさに合わせて工具径を選定すれば、実質この工程で加工は完了する。
しかし、例えば最小凹Rが1ミリである場合、それに合わせたφ2のボールエンドミルで形状全体を仕上げるかというと現実的ではない。目的のスカラップハイトで仕上がる送りピッチで加工した場合、工数が無駄に増加する。そのため、ワークサイズに合わせ、φ10~20のボールエンドミルが使われることが多い。
しかし、例えば最小凹Rが1ミリである場合、それに合わせたφ2のボールエンドミルで形状全体を仕上げるかというと現実的ではない。目的のスカラップハイトで仕上がる送りピッチで加工した場合、工数が無駄に増加する。そのため、ワークサイズに合わせ、φ10~20のボールエンドミルが使われることが多い。
また、この工程で使われるCAMの機能は、基本的に「等高線加工」と「走査線加工」である。最近のCAMは、この2つを組み合わせ、一つの機能で出力できるものもある。どちらを使ったらよいかという質問をよく受けるのだが、まずは「等高線加工」を使うべきである。その理由は、工作機械の加工精度の問題である。例えば、3軸マシニングであれば、XYZの3つの座標軸をもって可動するが、同時に動かす軸の数が多ければ多いほど、その動作精度が落ちる要因が増える。
まさに3軸同時に動く軌跡が多くなる「走査線加工」を使うときのマシニングは、各軸の速さや加速度などをコントロールし、動作タイミングを一致させなければならない。同時に動作するのは、XY軸だけの「等高線加工」と比べると、動作精度が落ちることへの影響因子は増えることになる。したがって、例えば、富士山のような形状を加工する場合、山頂部やふもとの平坦部は「走査線加工」で行うとして、それ以外の傾斜部は、角度90°から30°~40°くらいまでは「等高線加工」を優先して使うことが望ましい。
No.6 削り残り部・仕上げ加工
この工程は、No.4の全体仕上げ加工で、取りきれなかった凹R部があった場合、目的形状にある最小の凹Rを除去できるサイズの工具による加工を行う。CAMの機能のうち、一般的には「削り残り部加工」などと呼ばれる機能を利用すると、すでに加工が完了している部位にはできるだけ触れないよう、加工エリアを限定した軌跡が出...