合否判定を効率的にしたい
362件中 281~300件目
-

エクセルでの多変量解析はソルバーが必須
エクセルにソルバーという機能があるのをご存知でしょうか、知っている方は使う機会はありますか、ソルバーとは、解決するという意味のSolveから命名されてい... -

顧客事情による品質低下
顧客クレームは宝の山と言いますが出来れば顧客苦情は受け付けたくないものです。 基本的には自社サービス提供過程に問題がある事を前提に調査を行いますが、時... -

DPMOとは何か
DPMOとはDefects Per Million Opportunityのイニシャルを取ったものです。DPMOを百万個当りの欠陥数(製品百万個当りの不... -

統計教育が必須な検査担当者
測定や検査結果の値で合格判定を行い、製品性能の品質保証をする事は製造業に取っては当たり前と言える日常的作業です。一方で検査や測定の正確さや信頼性を担保す... -

全数調査は何の為に必要か
調査には対象全部(母集団)を調べる全数検査と、標本を採取して調査する抜き取り検査の2種類があります。しかし母集団全部を調査するのはコストや時間の問題で現... -

転ばぬ先の杖~RFCの備え
RFCとはResponse Flow Chart(若しくはchecksheet)の略語です。あまりポピュラーな用語ではありませんが、外資系の製造業では良... -
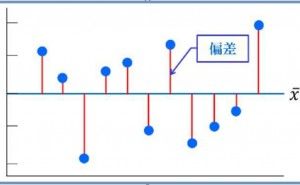
分散の加法性とは
SQC(Statistical Quality Control:統計的品質管理)というと、期待値、確率変数、標準偏差、正規分布... -

工程能力指数
◆ Cp=3.0なのに苦情が絶えないのは? Cpとは工程能力指数です。特性値が規格範囲にどの程度収まっているかを観る為の指数です。ある部品の長さ規... -
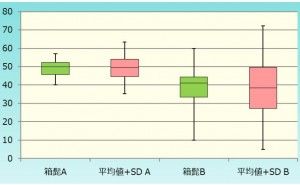
層別比較に便利なグラフ
層別比較に便利なツールとしては、『箱ひげ図』があります。箱ひげ図は少数データの扱いも容易で作成も簡便なので便利ですが、分布の中心が中央値で、分布の幅がパ... -

トレーサビリティ、追跡可能性とは
トレーサビリティとは追跡可能性と言う意味です。Trace(トレース)と言う ”たどる” とかデッサン等の ”なぞる” と言う意味の単語から連想すると覚... -

品質管理をやさしく実践し、極意に至る
ある企業から、品質向上に向けて新たなスタートを切るべく、「品質管理をやさしく実践し、極意に至る」道について講演してほしいとの要請を受けました。難しい話... -

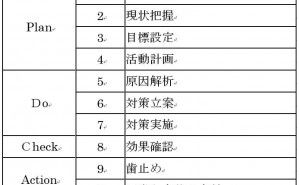
不良原因解析2段階法の解説(その2)
不良原因解析2段階法の解説、その1に続いて、今回は、実際の事例に基づいて、不十分な原因究明で終わってしまう問題を検討して、不良解析2段階法の手順と解決方... -

標本誤差と非標本誤差
他の技法解説で、母比率の推定について視聴率を例に取り上げました。その中で『 標本誤差 』について述べましたが、これ以外にも『 非標本誤差 』があります。... -
全数調査は何の為に必要か
調査には対象全部(母集団)を調べる全数検査と標本を採取して調査する抜き取り検査の2種類があります。しかし母集団全部を調査するのはコストや時間の問題で現実... -
新しい時代のQCサークル活動の提案
最近、企業ぐるみのデーターねつ造・改ざんの問題が大きく報道されています。実は、QCサークル活動でも一部の企業で、体裁を重視した発表用のQCストーリー作り... -

品質管理の原点から考える多品種少量生産の不良削減
ある一流会社での話です。大量生産ラインでは、不良の発生が非常に低く抑えられている一方で、多品種少量生産ラインでは「ある程度の不良は仕方ない」という空気が... -
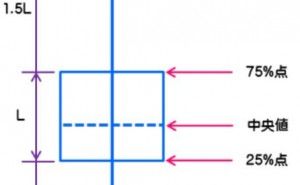
その他の統計手法 その1、箱ひげ図 / Box and Whisker plot
ヒストグラムは分布形状を知る上で非常に有効なツールですが、形状を形作るにはそれなりのデータ数が必要となります。サンプル数が5~20程度と少ないと歪な... -
Zスコアと標準化 工程能力の理解 (その4)
【工程能力の理解 連載目次】 工程能力とは 工程能力指数-Cp... -
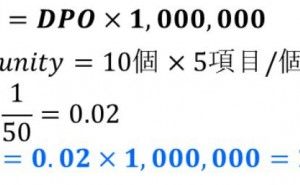
DPMO(Defects Per Million Opportunity) 工程能力の理解 (その3)
【工程能力の理解 連載目次】 工程能力とは 工程能力指数-Cp/Cpk ... -
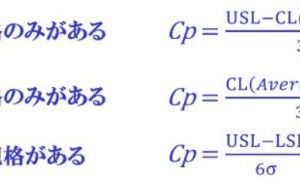
工程能力指数-Cp/Cpk 工程能力の理解 (その2)
【目次】 ▼さらに深く学ぶなら!「工程能力指数」に関するセミナーはこちら! 1.行程能力の指数化 前...











