1. エネルギー比型SN比
エネルギー比型SN比1)2)は、品質工学における新しい評価尺度であり、SN比の比較対象間でデータの数や信号値の大きさが異なる場合でも、公平な比較が可能です。実務者にとって従来のSN比の制約を気にしながらケースバイケースで使いこなすのは煩雑で、間違いの原因ともなります。本稿では、従来のSN比の課題を具体例でひも解きながら、エネルギー比型SN比の数理や利点を解説し、エネルギー比型SN比の計算例とともにその活用成果を解説します。
2. 技術評価におけるSN比
2.1. 従来のSN比
品質工学3)におけるSN比を概説します。品質工学がめざす「社会的損失の最小化」や「技術開発の効率化」を実現するためには、設計・開発の初期段階で、対象の機能(技術的な働き)の安定性を効率よく評価(機能性評価)することを中心におきます。 製品が出荷されたあとの使用段階において、さまざまなお客様の使用条件、環境条件に対して安定な製品を作り、送り出すことで、故障や公害にかかわるコストや損失を最小化します。あわせて、そのような安定な製品は、社内の製造や試験での手戻りも起こりにくく、開発や生産の効率化にも寄与します。
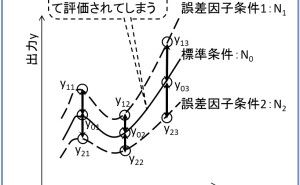
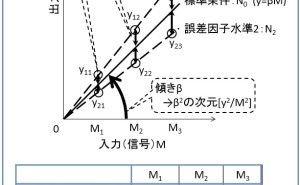
品質工学におけるSN比は、前記の機能の安定性の尺度(ものさし)です。お客様の使用条件・使用環境の組み合わせを模擬した条件(ノイズ因子またはノイズ因子)を印加した場合に、対象の機能の出力がどれくらいばらつくのか、変動するのかの尺度です(図2.1.1)
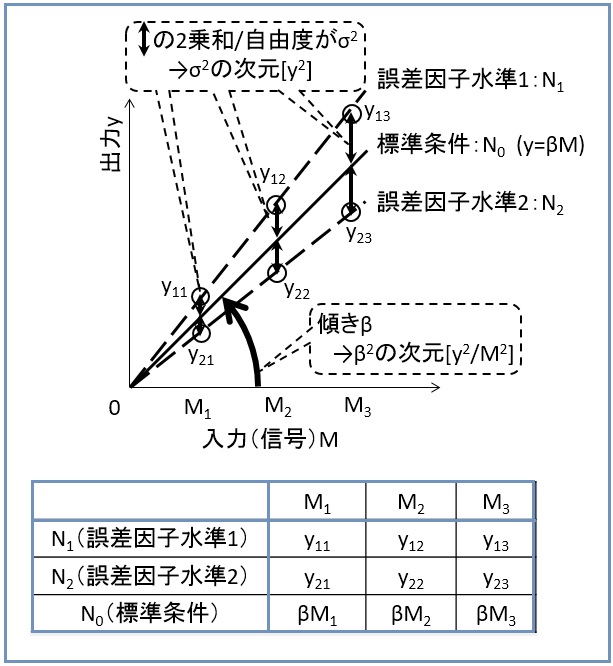
図2.1.1 動特性(ゼロ点比例式)のデータモデル
求めるべき誤差(ノイズ因子の影響と偶然誤差)は、出力の大きさに比例すると考えて、標準条件y=βMからのばらつきσ(偏差2乗和)を機能の入出力の傾きβで割った、式2.1.1で計算されます(※計算は2乗で行われます)品質工学のSN比は「傾きβを1に校正したときの誤差分散」という当初の計測法の評価思想4)が表われた定義です。
式2.1.1
式2.1.1の分母はβで、基準化(校正)されたばらつきをあらわしたもので、機能の安定性の悪さを示しています。SN比は良さを表す尺度のため、全体の逆数をとっています。これが品質工学における、動特性(入力と出力がある場合)のSN比の定義です5)なお、以下のSN比もすべて真数で示しますすが、計算例では、10 log η 真数 (db) を用いています。
2.2. 従来のSN比の課題(1) ~信号の大きさによる影響~
図2.1.1から分かるように、ばらつきσの大きさは傾きβだけではなく、出力の大きさそのものにも影響を受けるため、入力信号Mの大きさは、比較対象間でそろえておかなければなりません。
SN比、1/(σ2/β2)=β2/σ2の次元を考えると、[y2/M2]/[y2]=[1/M2] であるので、従来のSN比は入力信号Mの-2乗の次元をもっています。したがって、入力信号が2倍になると、SN比は1/4小さく表示されることになります。機能の安定性の尺度となるばらつきσの変化率が同等でも、SN比の表示値が、入力信号Mの大きさ(範囲)によって変わってしまうことは、従来SN比使用上で留意しておく必要があります。
次回以降に示す課題も含めて、従来のSN比で使用上の留意点があることはあまり知られていません。比較対象間で入力信号の大きさが異なるなどの場合(そうならざるを得ない場合)に実務上での対処方法は明示されておらず、「技術者が自己責任で考えて対処すべきもの」として、各事例での個別判断にゆだねられていたと考えます。
【参考文献】
1) 鐡見, 太田, 清水, 鶴田:「品質工学で用いるSN比の再検討」 『品質工学』 18, 4, (2010)p80-88
2) 鶴田, 太田, 鐡見, 清水:「新SN比の研究(1)~(5)」 『第16回品質工学研究発表大会論文集』
2) 鶴田, 太田, 鐡見, 清水:「新SN比の研究(1)~(5)」 『第16回品質工学研究発表大会論文集』
(2008)p.410-429
3) 田口, 矢野, 品質工学会:『品質工学便覧』 日刊工業新聞社, (2007)
4) 田口玄一: 「22章 計測法のための実験計画とSN比」 『第3版実験計画法』 (1977)p.611-618
5) 田口, 横山:『ベーシックオフライン品質工学』 日本規格協会 (2007)p.57-71.
3) 田口, 矢野, 品質工学会:『品質工学便覧』 日刊工業新聞社, (2007)
4) 田口玄一: 「22章 計測法のための実験計画とSN比」 『第3版実験計画法』 (1977)p.611-618
5) 田口, 横山:『ベーシックオフライン品質工学』 日本規格協会 (2007)p.57-71.