

【目次】
第2章 基本的な考え方を押さえておく
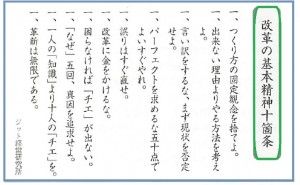
(1) 「改革」である
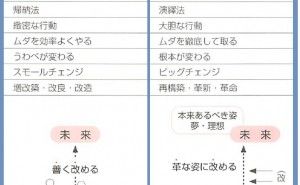
「改善」と「改革」の違いとは
「自己啓発」ではなく「自己革新」を行なう
「改革」と「改善」を使い分ける
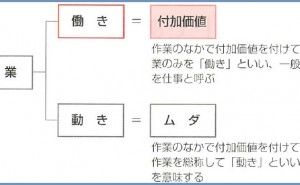
(2) 「ムダ取り」である
生産性の向上は改革の結果
「ムダ」とは何か
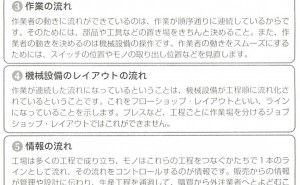
(3) 「流れ」である
製造業には7つの流れがある
流れ化の5つのポイント
流れ生産の基本は「1個流し」
1個にこだわる。
(4) 「少人化」で生産性を上げる
見せかけの「効率的」にごまかされるな
効率化とはできるだけ少ない人員で対応すること
(5) 大切なのはタクトタイムを守ること
個々の効率・全体の効率
「タクトタイムを守る」とは
企業全体の同期を図る
(6) もうひとつの「5S」でスモールメリットに対応する
スケールメリットからスモールメリットヘ
(7) 7つの経営課題をゼロベースで考える
「ゼロベース発想法」で課題を根本から解決する← 今回の記事
第2章 基本的な考え方を押さえておく
ジャスト・イン・タイム(JIT)生産を実現するためには、JITの考え方を理解しておく必要があります。JIT改革で重要なキーワードを取り上げて説明します。
(7) 7つの経営課題をゼロベースで考える
7つの経営課題について7つの「ゼロ」を目指し、問題を根本から捉え直すゼロベース発想法を解説します。
◆ 「ゼロベース発想法」で課題を根本から解決する
前回の① 多品種化対応⇒切り替えゼロに続いて解説します。
② 問題のオモテ化⇒在庫ゼロ
【在庫の原因をオモテ化する】
在庫があることで多くの問題が発生します。これをオモテ化するために、在庫が発生する原因を明らかにしてみましょう。以下のような原因が考えられます。
・生産計画が市場ニーズに合わない
市場ニーズにそぐわない生産計画が立てられるため、あちこちの工程で在庫が発生する。
・リードタイムが長い
リードタイムが長いために顧客の要求納期に間に合わず、見込み計画による生産を行なうため、仕掛り在庫がたまる。
・慣れ合い在庫
市場のニーズに多品種少量生産で対応すべきと認識しているが、工場内に計画変更による波風を立てまいとして、いままで通りの生産計画を作ってしまう。
・能力のアンバランス
エ程により能力差があるため、全体を考えて生産しないと工程間に在庫が発生する。
・複数工程の集結・配分による在庫の集中
複数工程からの仕掛り品が集まってくる工程の前では、在庫が氾濫する。また、複数の次工程へ配分される集約された工程でも、順番待ちなどにより在庫がたまる。
・段取り替えを避けるための在庫
作業員が段取り替えをいやがり、経済ロットを言い訳にした生産を行なうために、在庫が発生する。
・不良対応のための在庫
不良をよく出す工程では、そのために後工程が遅れるのを避けるために在庫を持ってしまう。
・設備故障対応のための在庫
同様に、設備故障の多い工程では、次工程に迷惑をかけないようにするために、故障したときに備えて在庫を持ってしまう。
・デカンショ生産による在庫
生産を現場に丸投げしてしまうために発生する在庫。例えば、月の前半は部品が集まらず、月の後半に納入されてから一気に組み立てるなど、計画を立てない、または、計画が狂うことにより発生する。デカンショ生産:流し生産
・安全を見込んだ在庫
リードタイム、ロットの数量、不良率などの基準が現状に合わなくなっているのに、見直しを忘れている場合に発生する在庫。または、基準を無視して、物が早く入ってきたので早く作ったり、多くの不良が発生することを見込み、余分に作るために発生する。
【在庫の原因は別にある】
ではなぜ、在庫があると問題なの...






























-戦略・知識-")



