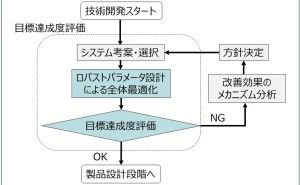
1. ロバスト性のトータル評価のための機能性評価の計画の事例
品質工学による技術開発の(その15)からLIMDOW-MOの事例を取り上げて,品質工学による技術開発の進め方を紹介しています
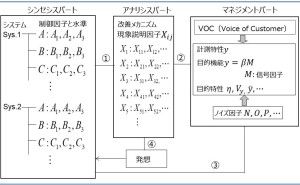
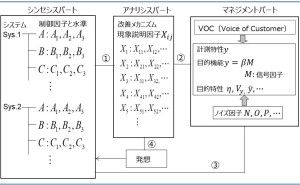
前回”その17“では品質工学を導入する前の技術開発の進め方を振り返りながら,部分最適化の要因の一つが現象説明因子と目的特性を区別せずに混在させていたことにあることを解説しました.また仕組みとしての品質工学の骨格はPDSA(Plan Do Study Action)サイクルであり,全体最適化を目指しながらPDSAサイクルを回すことが技術開発をゴールに向けて加速させる原動力であることを解説しました.
【この連載の前回:品質工学による技術開発(その17)技術開発のPDSAサイクルへのリンク】
今回は全体最適化のために必須となるロバスト性のトータル評価のための機能性評価の計画事例を紹介します.
2. LIMDOW-MOの機能性評価
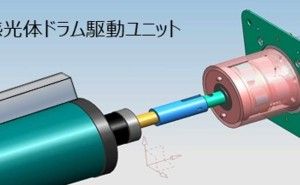
図1に2層方式から始まって,7層方式での実用化に至る過程で取り上げた4層方式の構造を示します.各層は数十から数百nmの厚さの磁性層です.この4層方式のロバストパラメータ設計によって,最適条件におけるロバスト性のSN比を当時市場に出荷されていた一般のMOのレベルに到達することができました.(ロバストパラメータ設計については“その1”参照)しかしながら,様々な製品設計への対応ができないと判断し,4層方式での事業化はできないと判断したのです.
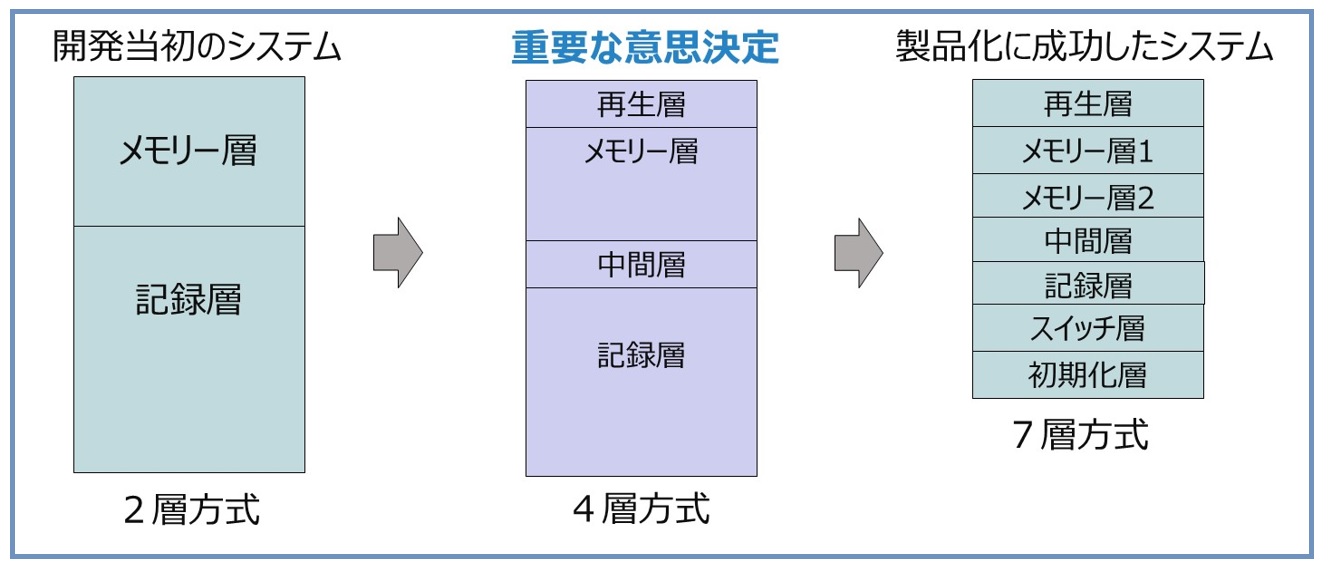
図1. 4層方式のLIMDOW-MO
その判断を可能にしたのがロバスト性のトータル評価です.表1に4層方式のロバストパラメータ設計で取り上げたノイズ因子とその水準を示します.環境・劣化関連のノイズ因子を3つ,製造ばらつき関連のノイズ因子を3つ,合計で6つのノイズ因子を取り上げています.一般的に実物実験では1つか2つ程度のノイズ因子を取り上げることが多いのですが,それは改善や最適化が目的の場合です.本テーマのように技術開発段階でロバスト性と性能の両立性を評価し,事業化が可能であるかどうかを判断することを目的とする場合には,できるだけノイズ因子の網羅性を確保する必要があります.
表1. LIMDOW-MOの機能性評価で取り上げたノイズ因子
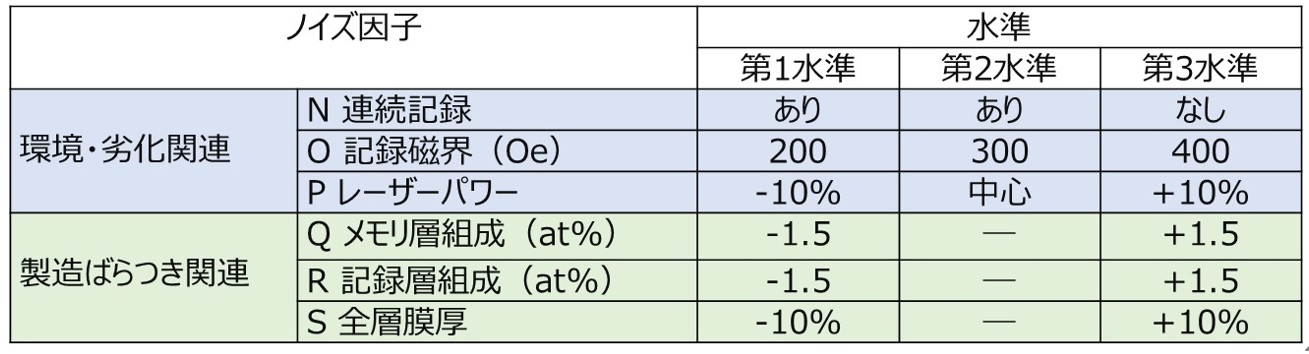
図2に表1で取り上げたノイズを割り付けた評価計画を示します.環境・劣化関連のノイズ因子は信号因子Mとともに直交表L9に割り付けています.一方,製造ばらつき関連のノイズ因子は直交表L4に割り付けて,直交表L9と直積配置にしています.このような直積配置にした理由はサンプル作成と評価の効率性のためです.製造ばらつきのノイズ因子はサンプルを作成する必要があります.環境・劣化のノイズ因子と一緒にL18直交表に割り付ける方法もありますが,それでは作成するサンプル数が増えてしまいます.複雑な割り付けに見えますが,実は効率的なのです.さらに直交表L4と直交表L9が直積配置になってうるので,必要であればですが,両者の交互作用も解析も可能となります.
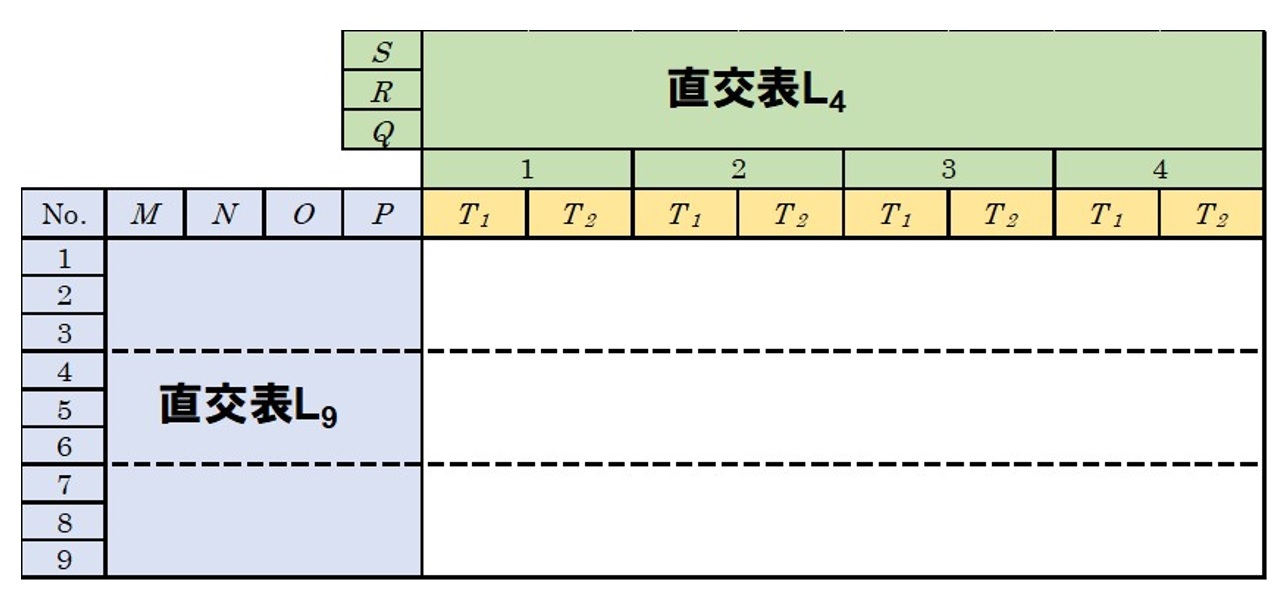
図2. 機能性評価の計画
3. 効率性と網羅性を両立させるノイズ戦略
この4層方式のロバスト性評価において,重要なポイントは製造ばらつきで取り上げたメモリ層と記録層の組成です.
これらは直接的には製造ばらつきのノイズ因子ですが,より重要なノイズ因子の代用にもなっているのです.それが環境温度です.温度を変えるためには媒体だけを高温にする必要があるのですが,技術開発段階では簡単にはできません.測定装置を恒温槽に入れることも現実的ではありません.そこで本質的なノイズ因子を考えることがポイントとなります.
環境温度の変化は最も重要なノイズ因子ですが,その本質的な意味は磁気特性の変化です.各磁性層は温特を持ちますので,温度が変化すれば磁気特性が変化します.磁気特性を変化させることが本...