◆限界利益率の時系列変化から問題点を究明
前回のその10に続いて解説します。類別した製品別の受注高や利益率の数年間の推移が直ぐに判るデ-タを作成しても、利益率を現在の断面で切り出すだけでは判断を誤ります。利益率が毎年低下していく傾向が見られたら、早い機会に廃番にする等の対策を講じなければなりません。また、利益率が高くてもその額が全体に占める比率が低ければ業績への寄与は低いわけです。これらのデ-タを見てどのような判断をするのか、それは客先及び業界の動向に関する資料も含め、次のような状況を資料から読み取り、総合的に判断します。
・売上高は低いが伸びる可能性は大きい → 力を入れることの可否
・売上高は高いが限界利益率は年々低下の傾向 → 代わりの製品を開発しないとやがて危険な状態にな
る。
・製品が開発されて間もないため、売上高は低いが限界利益率は高い → 販路開拓に努力する。
これらの判断力を向上させるには、日常からデータを見る習慣を持ち、様々な角度から切り出して変化の傾向を見つけ出す能力を自己啓発します。問題は、データを見てどのような疑問を感じ、どのような切り出し方に改めるのか、代表者と幹部管理者の判断で事業行動は大きく左右されます。
(1)事例 精密板金の企業での方針転換
精密板金の加工を主体に事業を行っているある企業では、年々利益率が低下しており、代表者は自企業の今後をどのように導くべきか、悩んでいました。受注品を、繰り返し量産品と試作品受注に分類して利益率を調べてみると、後者のほうが利益率が高い事が判りました。受注の動向を見ると量産品は価額競争が激しくなり、中国との国際競争になっていることが確認されました。試作品の受注件数は増加の傾向にあることも判りました。
試作品の受注内容を更に詳しく観察し続けると、研究開発の部門との交渉が多く、窓口が資材担当者と異なっていました。受注単価よりも品質仕様決定までの交渉の仕方が重視され、加工する立場から提案する事が必要になってきています。したがって、客先の狙いにしている製品の用途と構造を聞いて、最適な部品の構造を提案する事が単価の問題に優先することが判ってきました。
代表者はこのような状況判断から受注対象品を試作品に絞り、量産品は内製化せず外注に全面的に切り替える事に決めて、経営会議に諮った。営業を始め幹部社員は全員が反対。「そんな事をすれば段取り替え作業で時間が取られて生産性が悪くなる。他社に受注を取られて営業ができなくなる」。しかし、代表者は反対に屈することなく、資料を整備し、再度経営会議に諮り、試作品と量産品の利益率の比較や発注の流れが変化してきている状況をデータに基づき説明しました。そして、段取り替え作業の改善、金型を試作品に適するように開発することで利益確保の可能性がある事を説明し続けていると、賛成者が出てくるように雰囲気が変わってきました。
日時を決めて経営方針の発表を行い、社内は勿論のこと客先にも訪問して経営方針を変更した事情を説明し、協力を求めました。客先の反応は比較的良く、滑り出しは好調に見えました。だが、段取り替え作業の改善と金型の開発の技術蓄積が期待した通りに進展せず、利益は収支トントンの境目を漂う状況が2年間ほど続くことになります。
精密薄板板金の試作品の受注は何でも引き受けるとの営業方針をPRしたため、ある時、今まで経験したことのない、非常に困難な部品の加工の引き合いがあり、技術部門は逃げ腰、営業も戸惑って代表者に相談が持ち込まれました。
「社長として全ての責任を持つから思い切ってやれ。これを辞退するようでは当社の今後はない」と言明しました。納期には10日間ほど遅れましたが、遅れる事が判った段階で早目に謝りに行き、開発の状況を説明して了解を求めました。そして、品質で妥協しないことを基本にして、とことんまで試作を繰り返した結果、十分納得してもらえる品質の製品を納めることができ、好感を持って受け入れられました。
これを機会に社内に自信が生まれ、試作品の生産に関する経営方針が間違っていなかった事が証明されました。
これを機会に社内に自信が生まれ、試作品の生産に関する経営方針が間違っていなかった事が証明されました。
(2)類似している製品ごとに大別してグル-プ分けを行い、グル-プ別の利益率を把握するには、次の
方法によります。
売上高-(材料費+仕入品+外注費)=限界利益=固定費+利益
限界利益/売上高=限界利益率
変動費=材料費+仕入品+外注費
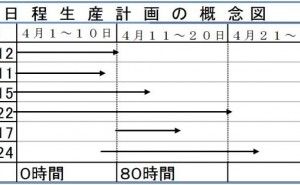
限界利益率の目標値を決めておき、時系列の変化を把握し、目標値を下回る場合には、危険な製品群とします。限界利益率の時系列的な変化を把握する事が非常に大切であって、現在の数値を把握しただけでは、判断を誤ります。限界利益率が年々低下していく傾向があれば、その対策を立てる必要があります。反対にそれが向上している場合には、講じている対策を振り返り、理に適っていると見なされれば、その対策をル-ル化します。
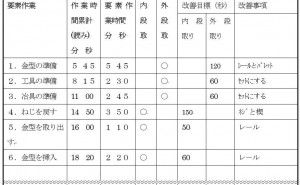
企業によっては、限界利益率は低いが取引先から学び取れる技術があるために、技術向上対策として取引を維持している場合もあります。限界利益率の変化する原因が判らない時は、たとえそれが向上していても危険です。判るようになるまで内外の情報収集を行い、判断が迅速に行えるシステムを相互啓発する必要があります。限界利益に含まれている費用の中に人件費があります。製品の採算性を把握するために、実工数を把握することに...